钢材表面抛丸除锈用高碳铸钢丸的磨损失效原理
钢材表面抛 (喷 )丸除锈 ,其除锈效果与钢丸的磨损失效有关 ,过去对其重视不够 。为此 ,采用欧文 寿命试验机模拟实际抛 (喷 )丸清理过程 ,采用 100%替代法测定二次淬火 +回火后的高碳铸钢丸的欧文寿 命 ,以 500次循环为 1个周期 ,测量每周期的质量损耗量及磨损形貌 ,计算比例 ,直至累计循环达到欧文循环 寿命的次数 。用扫描电镜观察分析钢丸磨损失效的形式 ,用质量比表征磨损形式比例 ,并分析磨损失效过程 。 结果表明 :钢丸的磨损失效属于冲击磨损 ,磨损失效形式主要包括表层剥落和心部脱落 ,循环 500次内以表层 剥落为主 , 1 000次以上心部脱落逐渐加强 ,直至约 3 000次时全部破碎 ;钢丸的磨损失效过程为低周次时破碎 率较低 ,出现表层剥落 ,高周次时破碎率较高 ,出现心部脱落 ,进而引起粒度的降低和损耗量的增加 。
0 前 言
对钢材实施抛 (喷 )丸处理 ,能最大限度地去除其表面的锈迹 。过去 ,多重视抛 (喷 )丸设备及清理效果 , 忽视了对钢丸自身磨损过程的研究 ,因而其清理效果 往往不尽人意。清理效果除了直接与钢丸自身的质 量,如成分、硬度、粒度和密度等有关外,还与其欧 文寿命和磨损过程有关 。为此 ,本工作用欧文寿命试 验机模拟抛 (喷 )丸清理设备 ,用 100%替代法测定高 碳铸钢丸的欧文寿命 ,并观察其磨损失效形式 ,分析 讨论磨损失效的过程 ,为提高钢丸的品质做了前期基 础工作 。
1 试 验
1. 1 试样的选用
选用离心雾化成型的铸态高碳铸钢丸 (简称钢 丸),化学成分 (质量分数):0. 930%C,0. 640%Si, 0. 650%Mn,0. 019%S,0. 044%P,余量为 Fe。钢丸经 840 °C二次淬火 , 550 °C回火后 ,取无异形、裂纹、气孔和收缩缺陷的颗粒作为试样,其主要性能参数见表表 1 。

1.2 测试方法
选取 20 g钢丸试样 ,用欧文寿命试验机模拟钢丸 清理过程 ,抛射速度为 61 m / s, 100%替代法测试其欧 文寿命为 2 995次。假设 3 000次时钢丸已完全消耗 , 则循环次数最大为 2 500 次 ,从 500 次开始 ,每隔 500 次为 1个周期 ,得到 5组磨损样品。用 40目筛筛分每 周期磨损后的钢丸 ,去除细小粉末 ,用 JSM 26700F型扫 描电子显微镜 ( SEM )观察形貌 ,分析磨损失效形式 ,在10倍放大镜下观察各磨损失效形式的比例 (质量比 ) , 用 HP SJ8250型扫描仪记录钢丸粒度和形貌的变化。
2 结果与分析
2. 1磨损失效形貌
对 5组磨损样品用扫描电镜观察后发现:在不同 循环次数下 ,钢丸样品的磨损失效形式可归纳为表层 剥落和心部脱落 2大类 ,属于冲击磨损 ,具有不同的磨 损形貌和产生机理 ,导致不同的磨损速度 。
2. 1. 1 表层剥落
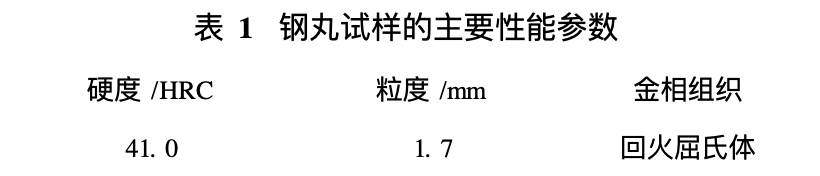
钢丸磨损样品呈多面球形 ,其磨损失效形式为表层剥落 (见图 1a)。钢丸在欧文寿命机内循环被高速抛到硬靶(硬度 >63HRC)上,其动能除转化为热量外, 大部分被钢丸自身及碰撞的靶表面层所吸收 ,引起钢 丸球面的局部塑性变形并形成 1个“小平面 ”结构 ,此 处为压应力,每次抛打都会随机出现 1个不同的小平 面 ,使钢丸呈多面球形。表层位错滑移形变发生加 工硬化 ,引起钢丸表面硬度和强度提高,塑性和冲击 韧性降低 。两侧小平面所受压应力方向和大小不同 , 小平面交界处呈现拉应力。当拉应力大于抗拉强度或 剪切强度时 ,表层出现横向裂纹 ,局部表层撕裂而翘起(见图 1b)。多次抛打冲击后,裂纹继续横向扩展并相 互贯通 ,发生表层剥落 (见图 1c)。从图 1d可以看 出 ,断裂韧窝比较平整 ,说明裂纹横向扩展并导致受力 表面与基体发生撕裂 ,表层的剥落是低周次疲劳韧性 断裂。
2. 1. 2 心部脱落
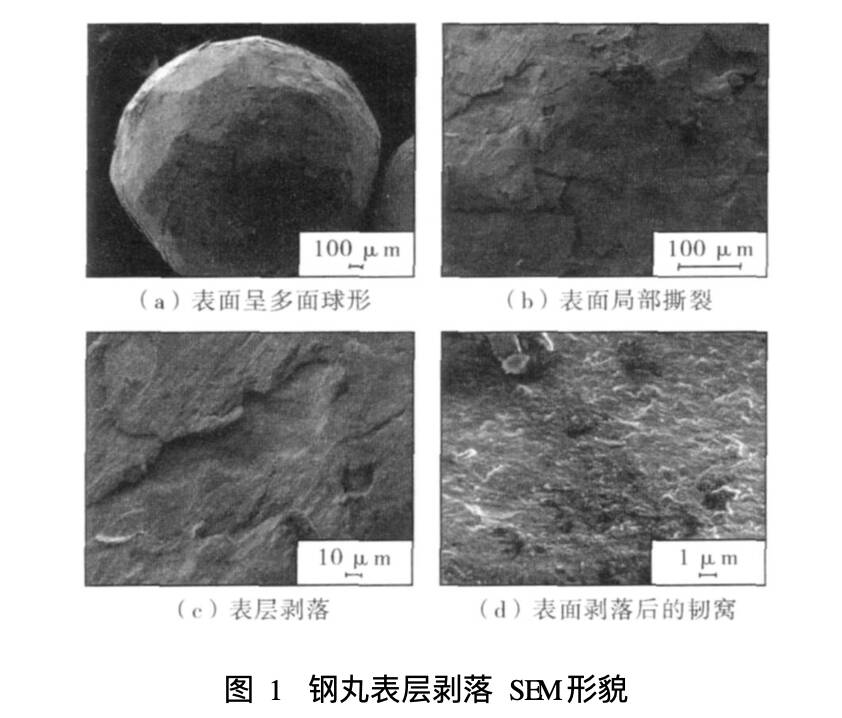
钢丸磨损样品中有的心部缺损或呈半状的碎粒 ,其磨损失效形式为心部脱落 (见图 2a)。钢丸虽经回火 热处理 ,硬度降低 ,冲击韧性提高 ,但仍然会因造粒雾 化成丸急冷凝固时心部发生碳析反应 ,在高温下析出 C O , 形 成 严 重 气 孔 、疏 松 、夹 杂 物 等 缺 陷 , 使 组 织 致 密 性 降低 。当钢丸受力时 ,韧性比较好的表层部分发生 剥落 ,受到表层形变的影响 ,心部会产生裂纹 ,且极易 沿心部缺陷纵向扩展 ,使心部逐渐松动 ,当裂纹扩展至 表层 ,且表层所受交变负荷超过材料疲劳极限时 ,表层 将发生破裂而引起钢丸破碎 (见图 2b)。图 2c为图 2b 中表层端口处的等轴韧窝形貌 ,可见表层为裂纹纵向 扩展引起的韧性断裂 。松动的心部会沿破碎处呈块状 脱落 ,形成 1个空心钢丸 (见图 2d) ,脱落后碎粒的外表 面会再次发生表层剥落 。
2. 2 磨损前后粒度及形貌变化
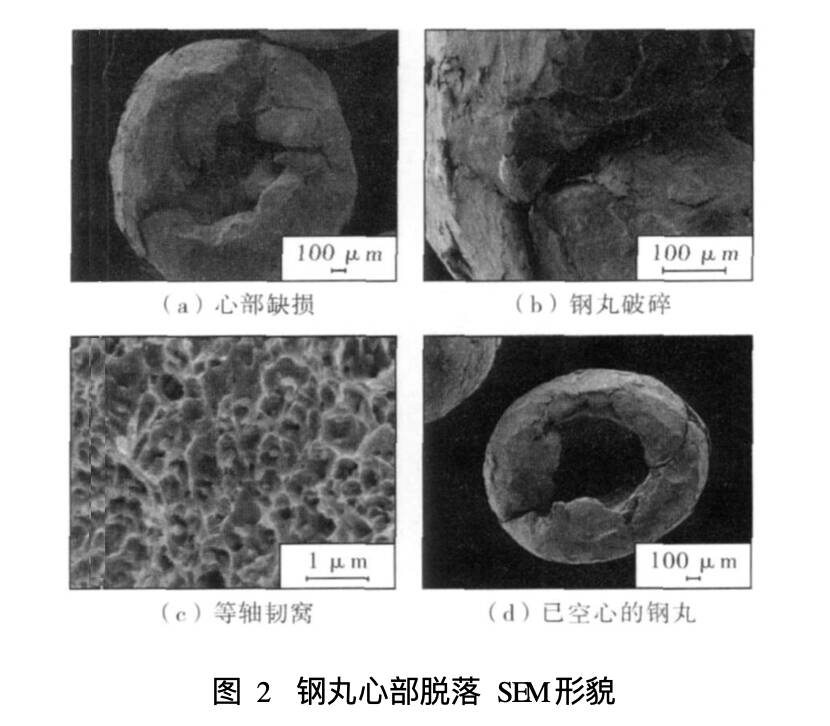
钢丸以一定动能抛 (喷 )到欧文寿命机的硬靶上 ,最 明显的变化是平均粒度的减小。图 3是扫描仪记录的 磨损过程中钢丸粒度及形貌的变化图 。从图中可以看 出 ,磨损前钢丸呈均匀的球形 ,平均粒度为 1. 7 mm;经过500次循环后 ,约有 40%颗粒破碎并产生块状颗粒及更 小的碎粒粉 ,发生心部脱落 ,但大部分颗粒呈多面球形 , 发生表层剥落 ,平均粒度降低幅度不大 ;循环次数增加到1 000次时 ,只有约 20%的颗粒呈多面球形 ,粒度大于 1. 0mm ,大部分颗粒粒度小于 0. 5 mm ,降幅明显 ,显然是表 层剥落的颗粒破碎 ,引起了心部脱落 ;当循环次数增加到 2 500次时只有约 1%的颗粒呈球形 ,其粒度在 0. 5 mm以下 ,说明心部脱落引起了粒度的大幅度降低 。
2. 3 磨损失效形式比例及损耗量比例
设钢丸磨损前的原始质量为 m t ,磨损各阶段的损耗量为 mm l ,表层剥落颗粒质量为 m s ,心部脱落颗粒质 量为 mc ,用 ms /mt 和 mc /mt 分别表征相同循环次数下 2种磨损失效形式的比例。图 4为 2种磨损失效形式 比例和损耗量比例与循环次数的关系。可见 , 2种磨损 形式的比例均呈现先增加后降低的趋势 ,但其峰值出 现的位置不一样 , m s /m t 在 500次循环时达到峰值 ,而 mc /mt在1000次才达到峰值,即在较低循环次数时以 表层剥落为主 ,随循环次数增加 ,心部脱落比例增加 , 占主导地位。500次之内 ,ms /mt 和 mc /mt 均呈上升趋 势 ,是由于新钢丸在低周次循环时不断发生表层剥落 , 其中只有小部分发生表层剥落的钢丸所受应力超过低 周疲劳极限而发生心部脱落;在 500~1 000次内循环 时 ,ms /mt 骤然下降 ,mc /mt 上升且占主导地位 ,说明大 部分表层剥落的颗粒已经发展为心部脱落 ,发生心部 脱落的颗粒数量相对增加 ; 1 000 ~2 500次循环时 , ms /mt和 mc /mt 均下降 ,但 mc /mt 占主导 ,说明此阶段 不但表层剥落的颗粒不断发生心部脱落 ,而且心部脱 落的颗粒也明显地破碎损耗 ,但 m c /m t 下降的幅度要 明显大于 m s /m t ,说明心部脱落引起了较高的破碎率 。
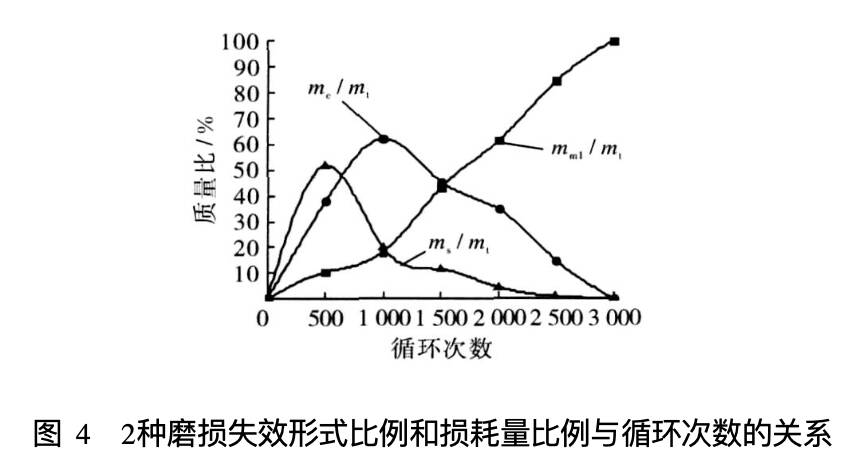
损耗量包括欧文寿命机内被除尘袋除去的小于 0. 300 mm 的碎屑和磨损后通过 0. 425 mm 筛孔筛下的 碎粒 。图 4中的损耗量比例曲线显示了损耗量与循环 次数的关系 ,呈逐渐上升的类抛物线状 ,损耗量随循环 次数的增加而不断增加 , 500次和 1 000次时损耗量占 原始总量的 10. 5%和 18. 1%,而 1 500次时达到 43. 1%,2 000次和 2 500次后分别达到 61. 1%和 84. 2%;曲线的斜率代表了磨损速率 ,可见 1 000次以 前磨损较慢 , 1 500次以后磨损速度加快 ,这也说明在 较低周次 m s /m t 占主导地位时 ,引起的损耗量较小 ,而
在较高周次mc /mt占主导地位时,引起的损耗量大。 由上可知 ,钢丸的磨损失效属于冲击磨损 ,循环初 期表现为表层剥落 ,随着循环次数的增加 ,钢丸所受应 力累加 ,超过其低周疲劳极限时 ,发生破碎 ,产生心部 脱落 ,从而引起了粒度明显降低和损耗量明显增加 ,直至大部分表层剥落转变为心部脱落 。高品质的钢丸磨 损失效形式应以表层剥落为主 。
3 结 论
(1)经二次淬火 +回火处理的高碳铸钢丸,其抛 (喷 )丸产生冲击磨损 ,磨损失效形式包括表层剥落和心部脱落 。
(2)用 100%替代法测得钢丸样品的欧文寿命为2 995次 ;随循环次数的增加 ,平均粒度逐渐降低 ,损耗 量明显增加 , 0~500次循环磨损较慢 , 1 000~1 500次 循环磨损速度较快 。
(3)钢丸的磨损失效过程为低周次时破碎率较低 , 出现表层剥落 ,随着循环次数增加 ,所受应力累加 ,当 其超过低周疲劳极限时 ,表面剥落的颗粒逐渐发展为 破碎率较高的心部脱落颗粒 ,直至钢丸失效 。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/2122/
 微信联系咨询
微信联系咨询 