江苏航空工业激光喷丸冲击强化机、激光冲击喷丸强化实验室设备制造商,可以根据客户需要定制生产激光喷丸设备,400W、600W—10KW功率激光头可选配,可配置数控机床、数控机器人、示教机器人作为工件载体或者激光头载体,产品可用于航空航天、船舶铁路、风电设备,以及实验室、研究所,欢迎有需要的客户联系了解。
基本原理:
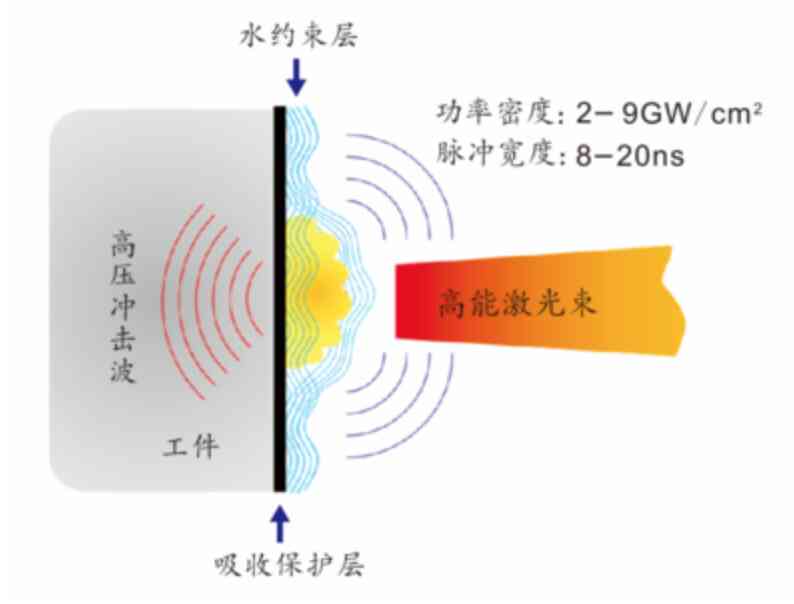
| 激光冲击强化技术(laser shock peening,简称LSP)是采用短脉冲、高峰值功率密度的激光辐照金属表面,使金属表面涂覆的吸收保护层吸收激光能量并发生爆炸性气化蒸发,产生高压的等离子体冲击波。利用冲击波的力效应,使表层材料微观组织发生变化,并在较深的厚度上残留压应力,从而提高金属材料抗疲劳、抗外物损伤、抗微动磨损性能。 |

激光喷丸冲击强化设备(GNG-200/15000型)
1.实验室激光喷丸设备(GNG-200)
主要用于各大高校喷丸强化实验室、金属抗疲劳实验室、去应力强化实验室,以及航空、航天研究所单位,用于激光喷丸冲击强化技术的验证和探索。
设备参数(GNG-200):
- 脉冲能量: <200 mJ
- 波长: 532nm
- 脉宽: 10ns
- 脉冲频率: >300Hz
- 加工精度: ±0.020mm
- 外观尺寸: 2.4*2.4m*2.4m(L*W*H)
- 毛重: 1.8 Tons
- 加工相对湿度要求:<60%RH
- 激光预热时间: <20mins
- 运营环境温度: 15℃-25℃
- 适用于代替传统喷丸工艺,并且处理方式更环保,处理结果更有效
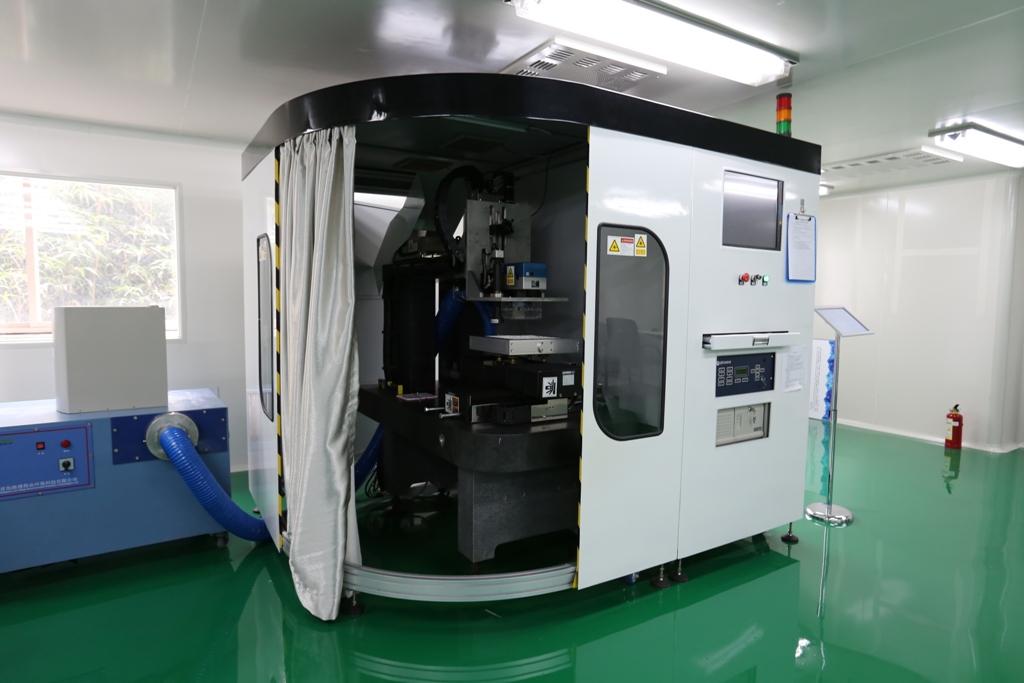
2.工厂激光喷丸强化加工设备(GNG-15000)
工厂环境下的高性能固定式设备,主要用于整体叶盘/叶片等关键部件加工,提高构件的高周疲劳寿命、抗FOD损伤能力、抗微动磨损能力;具备针对复杂金属构件的表面强化加工能力。



设备参数(GNG-15000):
- 脉冲能量:5-15J
- 波长:1064nm 、532nm
- 脉宽:10-20ns
- 加工频率:1-10Hz
- 加工定位精度:≤0.10mm
- 平均无故障时间:180天
- 加工效率(50%搭接、3mm光斑):2Hz >200mm2/min
4Hz >500mm2/min
10Hz >1100mm2/min
激光喷丸强化技术的应用前景
激光喷丸强化是一种表面处理工艺, 由激光引起冲 击, 提高材料内部压应力层的相对厚度, 这种压缩层厚 度可达约 1. 0mm , 而普通喷丸厚度只有约 0. 25mm。 一般地说, 厚的残余压应力层对航空涡轮叶片这类零件 关键部位非常重要, 它能预防残片的损伤在压缩层下扩 展, 因此材料抵抗各种形式失效的能力大幅度提高。

工业用激光喷丸要求平均能量在几百瓦到 1 千瓦 范围内, 其冲击能量在 100J /脉冲左右, 每个脉冲间隔 为几十纳秒LawrenceLivermoreNationalLaboratory(LLNL ) 发展的固态激光技术满足这一要求。在这个系 统中, 钕玻璃和被称为相共轭 (conjugation ) 的波前修正 技术使激光喷丸进入了高生产量的生产阶段。
对Inconel718和Ti6Al4V钛合金金属表面进行激 光喷丸强化并与典型的传统喷丸得到的效果进行对比, 可知激光产生的冲击波能渗透到更深层的材料内部, 产 生更大的应力空间, 而且连续的冲击可使应力更高, 但 不超过材料的极限。
对航空发动机风扇叶片进行研究发现, 连续激光冲 击对预防新的及以前损坏的发动机风扇叶片疲劳及腐 蚀失效都非常有效。然而用于试验叶片的这种激光技术 的脉冲速率限制在每秒产生的脉冲小于 1 次, 因此每秒 的喷丸面积大约为 1cm 2 , 这种速率对试验室的验证试验是可以接受的, 但不适用于高成本的生产中。喷丸需 要的集中脉冲可以通过约束等离子体的方式实现。这些 等离子体可以在金属表面通过高强度激光的方式产生, 其脉冲持续时在几十纳秒范围内。 脉冲持续时间约为 30s时, 激光强度为100~300J/cm2。被金属表面吸收并 经惯性约束于表面约束层, 如水层时, 能够产生 104 到 105atm (1000~ 10000M Pa) 的冲击压力。金属表面的黑 色涂层是一个很强的吸收体可产生等离子体。
一个适用于激光喷丸的系统发出的能量必须达到 2 5 ~ 1 0 0 J/脉 冲 , 同 时 其 输 出 量 也 非 常 重 要 。 它 取 决 于 激 光产生的平均脉冲重复率。当前能实时输出的, 其持续 时间也可接受的唯一技术是以钕混杂玻璃增益介质为 基础的激光系统, 这种典型的激光系统包含一个振动器 以及由闪光灯进行光激励的一个或多个棒状放大器。然 而, 与此同时, 闪光灯的热量也就会沉积到玻璃中。这 些热量必须以与沉积速率相等的速率, 即激光脉冲速 率, 去除掉。因此玻璃必须冷却, 一般采用流动水。因 为玻璃是同时被加热和冷却的, 因此热梯度是从玻璃中 心向边缘发展, 这种热梯度会使玻璃受力, 导致玻前极 的变形及光束的严重退极。另外, 随着激光重复率的提 高, 热负荷也相应增加, 达到极限时, 载荷会使玻璃断 裂。现已通过开发钕玻璃厚板激光系统解决了热负荷问 题。LLNL 研制的高平均能量钕玻璃激光技术已经实 用。
我们始终坚守激光冲击喷丸强化技术前沿,设计制造高性能激光喷丸强化设备,并提供激光喷丸强化加工服务,为航空航天、铁路船舶等行业开发新的激光表面处理方案,欢迎了解咨询。电话:18201898806。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1600/
 微信联系咨询
微信联系咨询 