摘要:采用金属材料表面纳米化试验机对 316L 不锈钢进行了喷丸强化处理,采用激光共聚焦显微镜观察了不同喷丸条件下材料表 面的三维形貌,测量了材料表面的粗糙度;采用洛氏硬度计测量了喷丸强化后材料表面的硬度;采用材料表面性能综合测试仪测试 了材料的摩擦性能;采用扫描电子显微镜观察了磨痕的表面磨损形貌。 结果表明:对于机械抛光表面,弹丸直径越大,喷丸强化后 材料表面粗糙度和摩擦因数越小,硬度越大;喷丸时间增加到 30 min,振动频率增加到 50 Hz 时材料表面粗糙度明显减小;弹丸直径 越大,喷丸时间和振动频率对摩擦因数的影响越大;喷丸时间和振动频率越大,耐磨性越强,磨粒粒径越小且越均匀。
喷丸强化是一种材料表面纳米化制备方法,大量 弹丸高速撞击试件表面产生强烈塑性变形,在材料表 面制备出表面为纳米晶、晶粒尺寸沿厚度方向逐渐增 大的梯度组织 。 表面组织与性能的优化可明显提 高材料的力学性能、抗疲劳性能、耐磨性和耐腐蚀性 能,从而提高材料的使用寿命。 研究纳米化表面的粗 糙度和摩擦磨损性能,对该技术的实际应用具有重要 意义。 文献对不同金属材料经喷丸表面纳米化 处理后的干摩擦、油润滑条件下的摩擦及高温摩擦磨 损行为进行了研究,结果表明:在干摩擦条件下,低碳 钢纳米化表面在一定载荷范围内的耐磨性有所提高,中碳钢则出现了高载荷下耐磨性降低的情况;纳米化 表面在油润滑条件下的耐磨性明显提高;在高温摩擦 的条件下,不同的温度范围对材料耐磨性有很大影响。 已有的结果对不同工艺参数下喷丸表面粗糙度及摩擦 性能的关系研究较少。 而合理选择喷丸强化的工艺参 数对表面形貌,粗糙度、硬度及摩擦性能有重要影响, 如何正确评价喷丸工艺参数与表面粗糙度、硬度和摩 擦性能的关系至关重要。
本文将对 316L 不锈钢进行喷丸强化处理,分析喷 丸时间、弹丸直径、振动频率对喷丸强化后材料表面的 三维形貌、粗糙度、硬度及摩擦磨损性能的影响。
1 试验材料及方法
1. 1 试验材料
试验用材料为 316L 不锈钢,其名义化学成分(质量分数,%)如表 1 所示。 试件为直径 φ95 mm,厚度3mm 的圆盘。 试验所用弹丸为含锆量 95% ( 质量分数,下同) 的高纯氧化锆珠,化学成分为:94. 8% ZrO2,5 ±0.2%Y2O3,弹丸直径分别为 φ1.0 mm 和 φ2.4 mm。 氧化锆珠球体圆整度好,表面光滑,有极好的韧性、耐 冲击性,在高速运转中不碎裂。 锆珠的耐磨性是玻璃 珠的 30 ~ 50 倍,有极高的研磨效率。

1. 2 试验方法 为了研究弹丸直径对材料表面摩擦性能的影响,
本文选用直径为 φ1. 0 mm 和 φ2. 4 mm 的弹丸进行喷 丸试验;为了研究喷丸时间对材料表面摩擦性能的影 响,在弹丸直径相同、振动频率相同的条件下,喷射时 间分别选为 15、20、25 和 30 min;为了研究振动频率对 摩擦性能的影响,在弹丸直径相同、喷射时间相同的条 件下,振动频率分别选为 35、40、45 和 50 Hz。
试验前先对试件进行车削机械抛光处理,之后用酒精清洗试件表面和弹丸。 采用 SNC-1 型金属材料 表面纳米化试验机进行喷丸强化试验,然后用超声振 荡器去除样品表面油污。 采用 LSM700 激光共聚焦显 微镜观察试件表面的三维形貌,并测量各种喷丸条件 下试件表面的粗糙度;采用 HR-150DT 洛氏硬度计测 量试件表面的洛氏硬度;采用 CFT-1 型材料表面性能 综合测试仪测试试件的摩擦因数,载荷为 50 N,加载 时间为 10 min;采用 QUNNTA FEG650 扫描电子显微 镜观察磨痕的表面磨损形貌。
2 试验结果与讨论
2. 1 喷丸强化后材料表面形貌
图 1( a1 ) 、( a2 ) 表示车削机械抛光后原始表面光学图和三维形貌图。 可以看出,表面有较多的栅状凹陷,表面粗糙度 Ra = 10. 64 μm,洛氏硬度为 33 HRC。 a图 1(b1 )、(b2 )表示采用弹丸直径为 φ1. 0 mm,振动频 率为 50 Hz,喷丸时间 30 min 进行喷丸强化处理后试 件表面光学图和三维形貌图。 可以看出,表面出现明显的犁沟,说明弹丸尺寸较小时,喷丸表面以犁沟和塑 性变形为主。 表面粗糙度 Ra = 8. 43 μm,洛氏硬度为40. 86 HRC,与喷丸前经车削机械抛光样品相比,粗糙度明显减小,硬度明显提高。 图 1(c1 )、(c2 )表示采用弹丸直径为 φ2. 4 mm,振动频率 50 Hz,喷丸时间 30 min进行喷丸强化处理后试件表面光学图和三维形貌图。
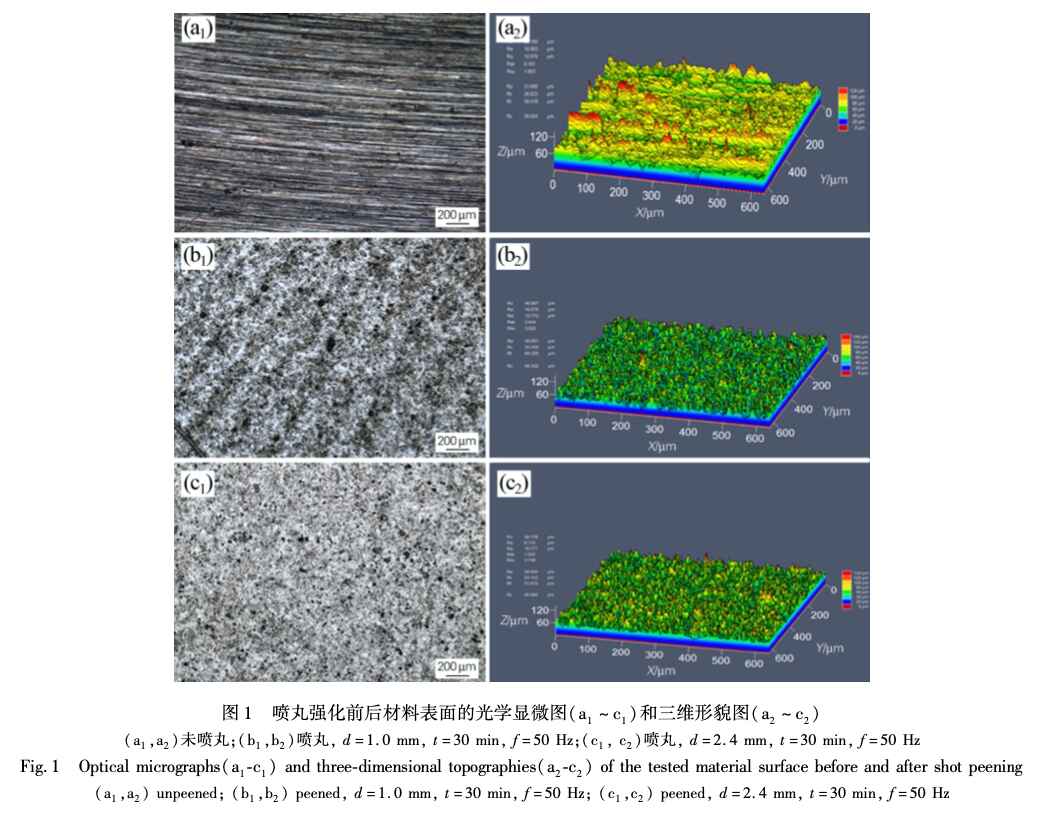
可以看出,表面没有出现明显的犁沟,说明弹丸尺寸较大时,喷丸表面以塑性变形为主。 表面粗糙度 Ra = 6.97 μm,洛氏硬度为44.26HRC,与弹丸尺寸为1.0mm 时相比,粗糙度减小,硬度增加。 这是由于经过车削机 械抛光后,试件表面较粗糙,粗糙的表面经过喷丸强化 处理后硬度提高,使得弹丸撞击表面产生的凹坑尺寸 减小,因而其表面粗糙度降低 。 而且对于表面较粗 糙的试件,弹丸尺寸大时喷丸强化效果更明显,硬度更 高,粗糙度更低。
2. 2 喷丸强化后材料表面硬度及粗糙度
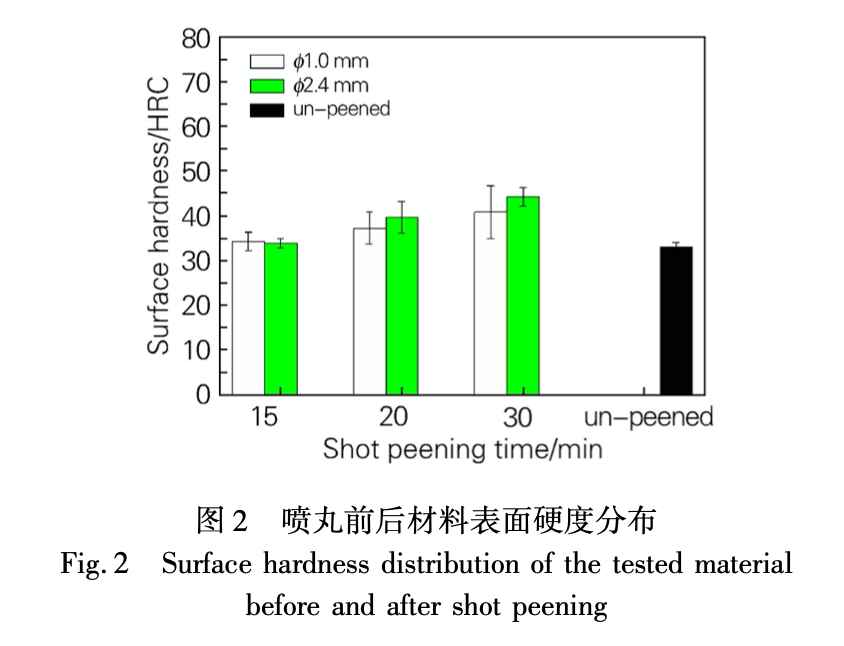
图 2 表示弹丸直径分别为 φ1. 0 mm 和 φ2. 4 mm,振动频率为 50 Hz,喷丸强化时间分别为 15、20、30 min 时材料表面硬度分布。 可以看出,喷丸强化后材料表 面硬度提高,喷丸时间为 15 min 时,材料表面硬度和 未喷丸时材料表面硬度相差不大,随着喷丸时间的增 加,材料表面硬度增加;弹丸直径为 φ2. 4 mm 时喷丸 后材料表面硬度大于弹丸直径为 φ1. 0 mm 时喷丸后 材料表面硬度,且时间越长二者差别越大,当喷丸时间 增加到 30 min 时,弹丸直径为 φ1. 0 mm 时材料表面硬 度是未喷丸材料表面硬度的约 1. 24 倍;弹丸直径增加 为 φ2. 4 mm 时,材料表面硬度是未喷丸材料表面硬度 的约 1. 34 倍。 喷丸时间越短,弹丸直径对喷丸强化材 料表面硬度影响越小。

图3(a)表示振动频率为 50 Hz,弹丸直径为φ1.0 mm 和 φ2. 4 mm,喷丸时间分别为 15、20、25、30 min 时材料表面粗糙度,图 3(b)表示喷丸时间为15 min,弹丸直径为 φ1. 0 mm 和 φ2. 4 mm,振动频率 分别为 35、40、45、50 Hz 时材料表面粗糙度。 可以看 出:1弹丸直径对喷丸强化后材料表面粗糙度影响较 大,对于表面为机械抛光的试件,弹丸直径越大,喷丸 强化后材料表面粗糙度越小;2随喷丸时间的增加,材 料表面粗糙度逐渐减小,当喷丸时间达到 30 min 时, 表面粗糙度明显减小;3振动频率小于 50 Hz 时,表面 粗糙度变化不大,当振动频率达到 50 Hz 时,表面粗糙 度明显减小。
2. 3 喷丸强化材料在干摩擦下的摩擦磨损性能

图4(a)表示弹丸直径为φ1.0 mm,振动频率为 50 Hz,喷丸时间分别为 15、20、25、30 min 时材料表面 摩擦因数。 可以看出,喷丸时间小于 30 min 时,对材 料表面摩擦因数影响不大,当喷丸时间达到 30 min 时,材料表面摩擦因数有所减小。 喷丸后的摩擦因数 均小于未喷丸表面的摩擦因数,说明,当未喷丸表面较 粗糙时,喷丸强化可以降低材料表面摩擦因数,增加材 料的耐磨性。 图 4(b)表示弹丸直径为 φ1. 0 mm,喷丸 时间为 15 min,振动频率分别为 35、40、45、50 Hz 时材 料表面摩擦因数。 可以看出,振动频率对材料表面摩 擦因数影响相对较小,在摩擦时间为 30 s 时,不同频 率下喷丸处理后材料表面摩擦因数约为 0. 33,未喷丸 材料表面摩擦因数约为 0. 43,当摩擦时间增加到3 min 时,喷丸处理后摩擦因数与未喷丸时的摩擦因 数均增加到 0. 5,说明此时纳米层被磨破到达基体层。
图4(c)表示弹丸直径为φ2.4mm,振动频率为 50 Hz,喷丸时间分别为 15、20、25、30 min 时材料表面 摩擦因数。 可以看出,与图 4(a)相比,喷丸时间对摩 擦因数影响较大,且喷丸时间越长,摩擦因数越低,当 喷丸时间增加到 30 min 时,摩擦因数明显降低。 图 4(d) 表示弹丸直径为 φ2. 4 mm,喷丸时间为 15 min, 振动频率分别为 35、40、45、50 Hz 时材料表面摩擦因数。 可以看出,与图 4(b)相比喷丸频率对摩擦因数影响较 大,频率为 35 Hz 时,材料表面摩擦因数与未喷丸相比较接近,振动频率增加到 50 Hz 时,摩擦因数明显减 小。 说明随弹丸直径的增大,喷丸时间和振动频率对 材料表面摩擦因数的影响增加。 弹丸直径为 φ2. 4 mm 时纳米层厚度大于相同喷丸条件下弹丸直径为 φ1. 0 mm 时纳米层厚度,从而摩擦因数减小,耐磨性提高。
2. 4 喷丸强化 316L 不锈钢在干摩擦下的磨损机制
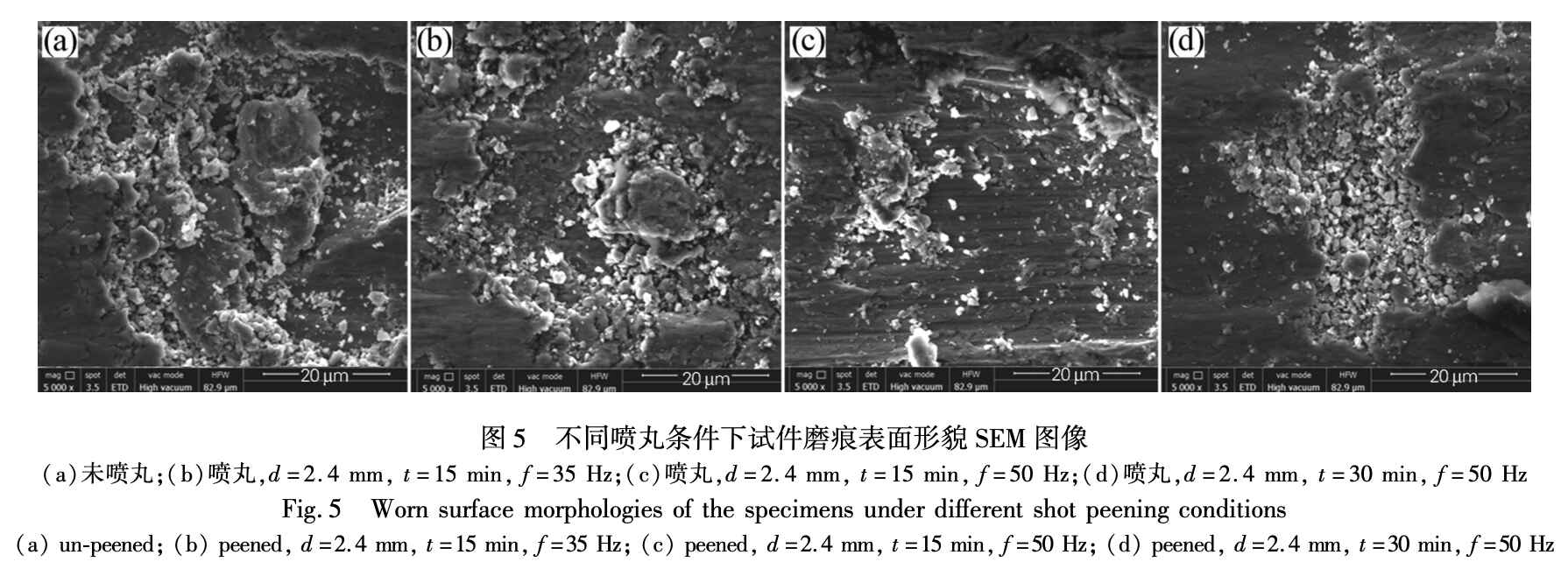
图 5 为不同喷丸条件下喷丸强化样品与未喷丸样 品经干摩擦试验后表面磨损形貌。 可以看出,在干摩 擦条件下,喷丸样品和未喷丸样品的主要磨损机制均 为磨粒磨损,样品表面出现许多白色的磨屑和部分脱 落片层物。 图 5(a)为未喷丸样品表面磨损形貌图,可以看出,脱落片层物分层较多,且出现较大块的磨屑; 图 5(b)为弹丸直径 φ2. 4 mm,喷丸时间为 15 min,频 率为 35 Hz 时喷丸样品表面磨损形貌图,与未喷丸相 比,片层物分层相对减少,但仍有大块磨屑脱落,与未 喷丸处理的磨损表面接近。 这是由于载荷较大,表面 纳米化处理的试样表面层经受了严重的接触应力及摩 擦温度作用,其组织结构可能发生变化,另外,纳米表 层可能已经被部分磨穿,因而材料的耐磨性降低。 图 5(c)为弹丸直径 φ2. 4 mm,喷丸时间 15 min,频率 为 50 Hz 时喷丸样品表面磨损形貌图,可以看出,磨屑 数量明显减少,且磨屑尺寸均匀,无大块磨屑出现,脱 落片层物减少,出现细且浅的犁沟;图 5(d)为弹丸直 径 φ2. 4 mm,喷丸时间 30 min,振动频率 50 Hz 时喷丸 样品表面磨损形貌图,可以看出,磨屑为均匀的小颗 粒,脱落片层物减少,无明显的犁沟。 表面磨粒减小的 主要原因是喷丸强化后在材料表面形成高强度和高硬 度的纳米晶层,由于纳米层微粒尺寸减小,所以磨损过 程中产生的磨屑尺寸减小,没有整块的脱落,从而增加 了材料的耐磨性。
3 结论
1) 对于机械抛光表面,弹丸直径为 φ1. 0 mm 时,喷丸表面以犁沟和塑性变形为主,弹丸直径为 φ2. 4 mm 时,喷丸表面以塑性变形为主。
2) 喷丸强化后材料表面硬度提高,随着喷丸时间 的增加,材料表面硬度增加;弹丸直径为 φ2. 4 mm 时 喷丸后材料表面硬度大于弹丸直径为 φ1. 0 mm 时喷 丸后材料表面硬度,且喷丸时间越长二者差别越大。
3) 对于表面为机械抛光的试件,弹丸直径越大,喷 丸强化后材料表面粗糙度越小,当喷丸时间达到 30 min, 或振动频率达到 50 Hz 时,表面粗糙度明显减小。
4) 弹丸直径较小时,喷丸时间和振动频率对摩擦因 数影响较小;弹丸直径较大时,喷丸时间和振动频率对摩 擦因数的影响较大。 经过喷丸强化处理后,材料表面摩 擦因数均小于未喷丸样品的摩擦因数。 随着喷丸时间和 振动频率的增大,磨痕处磨粒尺寸减小且更均匀。
江苏喷丸强化实验工作室,喷丸机、喷丸强化设备制造厂家,提供专业的喷丸实验服务,批量喷丸代工服务,喷丸设备制造服务。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/2009/
 微信联系咨询
微信联系咨询 