江苏后混合高压水射流喷丸强化机制造商厂家,生产各种型号的高压水射流喷丸强化机,可应用于工业生产、实验室、研究所,本文就后混合高压水射流喷丸强化机的设计和制造作说明,欢迎垂询。
以后混合高压水射流技术为基础,结合传统喷丸强化工艺,设计了可实现喷丸全覆盖率的四轴三联动喷头运动式龙门结构的后混合水射流,丸强化装置,并首次设计了提高受喷零部件定位精度的激光工件定位装置。为后混合水射流喷丸强化技术的深入研究及工业推广奠定了基础。
1引言
喷丸强化是提高金属零部件疲劳性能最有效的方法。后混合水射流喷丸强化是高压水射流技术的一个重要分支,是1980年代末问世的一项湿法喷丸强化新技术”。
其强化原理是:由高压泵产生的高压水,通过喷头的水喷嘴喷出形成高压水射流,弹丸由供丸装置送入混合室,与高压水射流在混合室内发生剧烈掺混和动量交换,最后经弹丸喷嘴喷出,形成弹丸射流并喷射到金属零部件表面,零部件表层材料在再,晶温度下产生塑性形变(冷作硬化层),呈现理想的组织结构(组织强化)和残余应力分布(应力强化),从而达到提高零部件周期疲劳强度和抗应力腐蚀能力的目的。它开辟了后混合水射流新的应用领域,并使传统的喷丸强化技术增添了新的技术优势,且喷丸强化效果显著。然而经检索目前并无专门用于实际工业生产的后混合水射流喷丸强化装置,大大制约着科研工作者对后混合水射流喷丸强化技术的深人研究及工业推广,因此研制适用于工业生产实际的成本低、喷丸效果好、安全可靠、使用方便、经济环保的后混合水射流喷丸强化装置具有较大的经济意义和重要的应用价值。
2系统设计
后混合水射流喷丸强化装置主要由供水系统、供压系统、供丸系统及控制系统组成。
(1)供水系统
对于后混合水射流喷丸强化装置而言,水是动能传递的载体。供水系统对喷丸强化装置用水进行水质软化处理,使水的pH值达到6-8,并对水的pH值进行监测,必要时加人清洗剂、防锈剂等添加剂,并采用具有粗、精双重过滤的过滤器进行过滤,确保滤去水中粒径大于0.45um的尘埃、微粒、矿物质沉淀物等,以减轻对过流部件的腐蚀和磨损,延长各过流部件的使用寿命。
(2)供压系统
供压系统是整个喷丸强化装置的动力源,是将原动机的能量转换为水的压力能输出,为水射流喷丸强化装置的正常工作提供动力的系统,因此其输出压力范围、供压稳定性及脉动量均影响着喷丸压力和强化效果。供压系统采用前置泵和增压泵,前置泵将水箱中的水经过滤器输送至增压泵内,由增压泵加压至工作压力。设计中装置压力为:0-380MPa,脉动量控制在5%之内,增压装置采用卧式双作用柱塞增压泵,不均匀系数为13%。并安装压力检测装置,将检测到的压力显示在压力表上,以便操作人员对工作压力进行监控和调节,满足喷丸所需的工作压力。
(3)供丸系统
在进行后混合水射流喷丸强化时,需向喷头的混合室流 内均匀、连续、统精确地给弹丸,因此要求其管工作可靠、不堵塞以及定量供丸、连续供丸。设计中采用以压缩空气为动力、可以实现大流量供给的干丸供给系统。该系统由空气压缩机、油水分离器、气阀、贮丸罐、弹丸阀、供丸管等组成,如图1所示。其中油水分离器是分离压缩空气中凝聚的油分和水分等杂质的装置,使压缩空气得到净化,减少空气、弹丸混合流的含水量;贮丸罐为倒锥形,可以保证弹丸供给通畅、不易堵塞;气阀控制空气流量;弹丸阀控制弹丸流量。


(4)控制系统
控制系统是控制水射流喷丸强化装置中各轴的运动以及供水系统、供压系统、供丸系统的工作,并控制喷丸强化过程中各个参数,以实现对金属零部件的精确喷丸,使其得到预期的强化效果。
设计中考虑对回转工件的喷丸强化,机床具有X、rZ轴以及绕工件转动的回转轴,因此其控制系统应具备四轴三联动的功能,并可实现对供水系统、供压系统及供丸系统的精确控制。综合考虑上述要求及性价比等,设计中采用国产华兴WA-320W型数控系统作为后混合水射流喷丸强化装置的控制系统。
3结构设计
(1)工作台
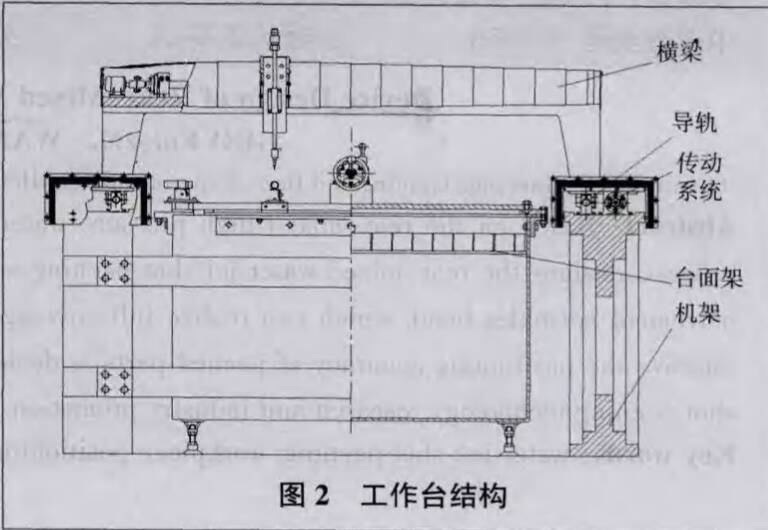
工作台是后混合水射流喷丸强化装置的主体部分,设计中工作台采用具有喷丸效率高、跨距大、刚度高的喷头运动式龙门结构。整体结构主要由左右龙门架与横梁、工作台面与回转机构、动力元件、传动系统、防护罩及工件定位装置等几部分组成。整个工作台具有X、Y、Z轴以及绕工件转动的回转轴B轴,可实现四轴三联动,如图2所示。
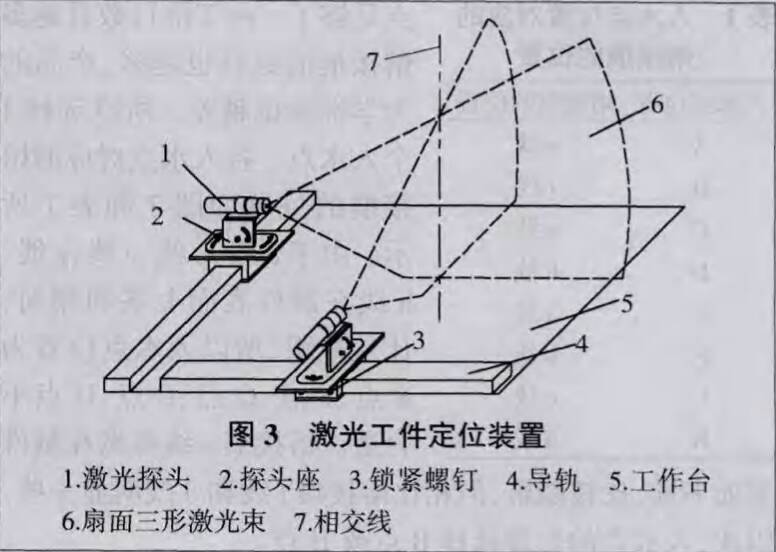
由于喷头上的弹丸喷嘴为脆性材料制成,不能与受喷工件发生直接接触,因此不易对正起喷位置,所以容易导致实际喷丸位置与理论喷丸位置存在误差。为减小或消除这种误差、实现喷丸效果,本文首次设计了能够应用于工业生产的激光工件定位装置,如图3所示,主要由激光探头、探头座、导轨和锁紧装置等组成。其工作原理是当受喷工件安装并固定在工作台面后,沿导轨4分别移动X向和Y向上的探头座2,使激光探头1发出的扇面形激光束对准起喷位置,然后控制喷头移到两激光束所相交的位置,当两个激光探头发出的扇面形激光完全被喷头遮住时便完成了工件的定位。
(2) 喷头
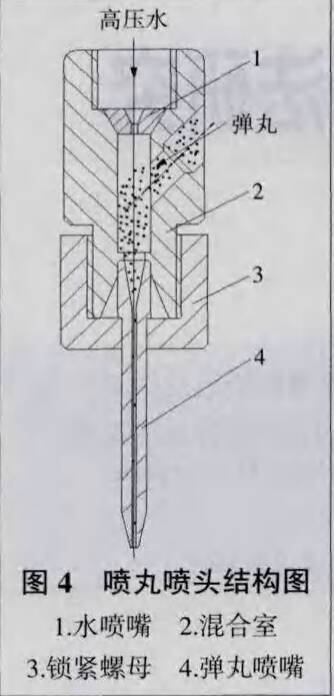
喷头是水射流喷丸强化装置中重要的组成部分,其性能优劣和使用寿命的长短直接影响着喷丸强化的效果和经济效益。后混合水射流喷丸喷头主要由水喷嘴、混合室和弹丸喷嘴三部分组成。综合考虑能量传输效率、射流密集性及加工难易性等因素,将喷头设计成单射流侧进式结构,如图4所示。其基本工作原理是,高压水通过中间管路经水喷嘴1喷出高压水射流,弹丸由空气压缩机为动力源的供丸系统送至喷头的混合室2内,并在混合室内与水射流掺混和能量交换,经弹丸喷嘴4喷出,形成弹丸射流。
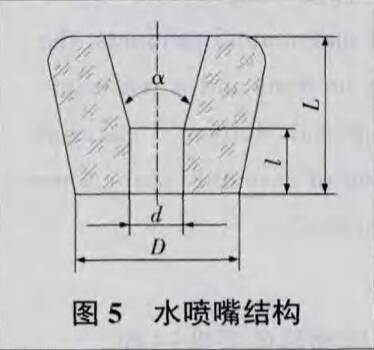
水喷嘴是高压水的压能转变为动能的唯一零件,考能量传输效率、耐磨性、水喷嘴是高压水的压能转变为动能的唯一零件,考虑能量传输效率、耐磨性、加工难易性及使用成本等因素,将水喷嘴设计成圆E收敛形, 采用人造红宝石制成,如图5所示,其中收敛角a=13度 .d=0.33mm,l =0.8mm, L=2mm, d =2mm。
弹丸喷嘴的结构形式与水喷嘴结构相近,并适当加长了圆柱段的长度。弹丸喷嘴直径过小,不仅磨损严重,而且还会影响混合室内的真空度,严重时甚至被弹丸堵塞;弹丸喷嘴直径过大,射流扩散严重,而且还有可能造成空气由弹丸喷嘴流入混合室,破坏混合室内的真空度,影响弹丸与水射流的混合效果,进一步加剧弹丸射流扩散。设计中采用碳化钨硬质合金作为弹丸喷嘴材料,弹丸喷嘴长度为77.5mm,弹丸喷嘴直径为0.8mm
4结语
本文在满足安全可靠、使用方便、经济环保等要求的基础上,设计了可对板类、轴类及曲面类金属零部件实现全覆盖率喷丸强化的后混合水射流喷丸强化装置。供水系统采用具有粗、精双重过滤的过滤器对后混合水射流喷丸用水进行过滤并检测其pH值;供压系统采用卧式双作用柱塞增压泵为增压装置,并安装压力检测装置检测工作压力;供丸系统采用以压缩空气为动力的干丸供给系统,实现了工作可靠、供丸均匀、不堵塞、定量供丸和连续供应弹丸;控制系统采用可实现四轴三联动的华兴WA-320w型数控系统;工作台设计为喷头运动式的龙门结构,具有X、Y、Z轴和绕工件转动的回转轴4个基本坐标轴,并首次设计了可提高工件定位精度的激光工件定位装置;喷头为结构简单、体积小、易于加工、射流稳定性较高的单射流侧进式喷头,水喷嘴采用由人造红宝石加工成的圆锥收敛形结构,收敛角为130,弹丸喷嘴采用具有高硬度和耐磨性的碳化钨硬质合金制成,长度为77.5mm,直径为0.8mm。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1484/
 微信联系咨询
微信联系咨询 