不同抛丸介质在不锈钢热轧板除鳞(抛丸清理)工艺中的应用比较
就不锈钢热轧板抛丸除鳞的不同工艺介质在实际生产中的应用作了广泛介绍,对不同介质在实际使用中的综合效果进行了对比 ,指 出国内抛 丸介 质行 业在 制造、销售和使 用过程 中存在 的问题 ,并对国内外不锈钢冷轧厂抛丸介质的使用趋势进行了介绍。
1.不锈钢表面除鳞介质
1 .1 不 锈 钢 表 面 除 鳞
不锈钢表面氧化铁鳞的结构与普通碳钢相 比 , 金 属 基 体 表 面 有 一 层 含 Fe、cr、Ni、O、Si成 分 的 致 密 的尖 晶石结构 ,只用酸洗的方法很难在短时间内去 除 干 净 ,必 须 通 过 机 械 除 鳞 (抛 丸 )加 化 学 除 鳞 (酸
洗 )的方法来去除。为了缩短不锈钢除鳞时间,一般 都 采 用 高 强 度 的 抛 丸 工 艺 ,去 掉 原 料 表 面 80% ~90% 以上氧化铁鳞后再进行酸洗 。
抛丸生产时,利用抛头的旋转离心力将钢丸以 70~80m/s的 速 度 击 打 在 钢 板 表 面 ,以 较 大 的 冲 击 力 清除原料表面氧化铁鳞 ;原料表面氧化铁鳞清洁程 度及表面除鳞后 的粗糙度都是影响轧制后不锈钢成 品表面质量 的关键 。清洁度和粗糙度都直接受抛丸 覆盖率 的影响。抛丸覆盖率是指钢板表面直接受抛 丸抛打面积与钢板总表面积的比率。一般覆盖率要 达到 98%以上才能获得 比较理想的表面清洁度 (IS08501Sa2.5级 )和粗糙度。抛丸覆盖率是由抛 丸介质的粒度分布决定 的。所以 ,不锈钢表面抛丸除 鳞介质及工艺控制是 目前不锈钢冷轧生产工序 中最重要 的工艺环节之一 。
1.2 抛丸介质的种类
1)高 碳 钢 磨 料 :铸 钢 丸 (亚 共 析 钢 )、钢 砂 (破 碎再加工的钢丸)、混合磨料 (钢丸与钢砂的混 合 )、钢 丝 切 丸 。
2)低 碳 钢 磨 料 :低 碳 钢 丸 (低 碳 贝 氏 体 钢 丸 )。
3)铸铁磨料:铁丸、铁砂 (不用于不锈钢行 业 ) 。
不锈钢热板除鳞 抛丸介质通常使用 s10粒度 的 高 碳 铸 钢 丸 , 有 的 厂 家 也 使 用 S1 10 和 S170 的 混 合 。考 虑 抛 打 后 的 粗 糙 度 ,S170 以 上 的 钢 丸 已 很 少 有 厂 家 用 在 不 锈 钢 冷 板 行 业 。 s 1 10 的 S A E J4 4 4 标 准 尺寸所占比例情况为:0.50mln的不大于 10%,烈).30 mm的不小于80%, .18mm的不小于10%。用于 不锈钢的除鳞介质必须具有良好的硬度 (‰ 为 45~53)及 较 长 的 疲 劳 寿 命 (150 0次 以 上 )。
1.3 抛丸除鳞介质的制造工艺
高碳铸钢丸的生产通常有 以下几种方式 :
1)离 心 法 。 钢 水 通 过 高 速 旋 转 的 带 孑L的 碗 状 离 心器 ,在离心力的作用下铁水呈粒状甩到水池 中,这 种制造工艺的钢丸形状好 ,但钢丸在收缩过程 中容 易将空气包裹进去 ,形成很多气孔 ,有气孔钢丸约 占 产 量 的 30% ,同 时 有 缩 松 、裂 纹 产 生 ,密 度 较 低 ,在7 .2 以 下 。
2)气雾 法 。用一定 压力 的氮气 吹散流动 的钢水 ,形成钢丸。丸粒的缺陷相对较少 ,但氮气成本较高。 3 )水 雾 法 。 用 一 定 压 力 的 水 吹 散 流 动 的 钢 水 ,形 成 钢 丸 。 这 种 工 艺 形 成 的 小 丸 粒 的 比 例 高 ,$ 1 10 可 达 到 8%,但钢丸的脱尾、缩孔、裂纹和异形钢丸较多。水 雾 法 钢 丸 的 空 心 率 较 低 ,密 度 较 高 ,一 般 在 7.5 左 右 。
4 )钢 丝 切 丸 。 用 拉 拔 硬 化 后 的 弹 簧 钢 丝 或 者 从 废旧轮胎 中回收的旧钢丝切成 圆柱形丸粒形成的抛 丸介质。用弹簧钢丝制作的钢丝切丸寿命长 ,但成本 高、粒度单一、硬度偏高、尖角需预抛后才能使用 ,主 要 用 于 齿 轮 ,弹 簧 等 的 强 化 处 理 。用 废 旧 轮 胎 钢 丝 制作的钢丝切丸寿命长,但硬度偏低,一般用于表面处理要求不高的钢结构和铸造行业。
5)钢砂。大粒度的铸钢丸经过多级破碎形成小粒度的钢砂,磨料的内在缺陷相对较少,硬度可以根据工艺需要进行生产,一般钢砂有三种硬度:CH,GL和GP, CH钢砂主要用于石材切割和表面强化等行业;GL和GP钢砂可用于铸造行业、造船行业、钢铁行业等进行表面清砂和除鳞。
2.高碳铸钢丸在不锈热轧板除鳞的应用
采用以高碳铸钢丸为介质的除鳞工艺,是不锈钢行业使用的主要除鳞介质。目前热板酸洗工厂主要采用S110 (钢丸直径以0.3mm为主)与S170 (钢丸直径以0.425 mm为主)两种钢丸(见图1),考虑用户对表面的要求越来越高,大多数厂家已减少了对S170使用。采用传统的S110和S170钢丸有以下特性。


2.1优点
1)流动性好。由于是以一定粒度范围的球体权成,流动性要优于钢砂或钢丝切丸。
2)工艺控制简单。钢丸90%以上是圆形,异型钢丸不能超过10%,带尖角的钢丸少(使用过程中破碎的钢丸硬度相对偏低),不用考虑补充料时单次投入量太大造成钢板表面损伤的问题。
3)不造成带钢表面局部损伤。不用控制丸粒大小构成的混合比,新钢丸在投入时即使一次投入量很大,也不会在钢板表面造成局部深点。
4)对抛丸机抛头叶片和护板损伤小。铸钢丸的硬度相对偏小,抛打过程中钢丸破碎后形成的尖角硬度也相对偏低,再加上投入的新钢丸不含尖角,抛头叶片和抛丸室护板的损耗相对小。
2.2缺点
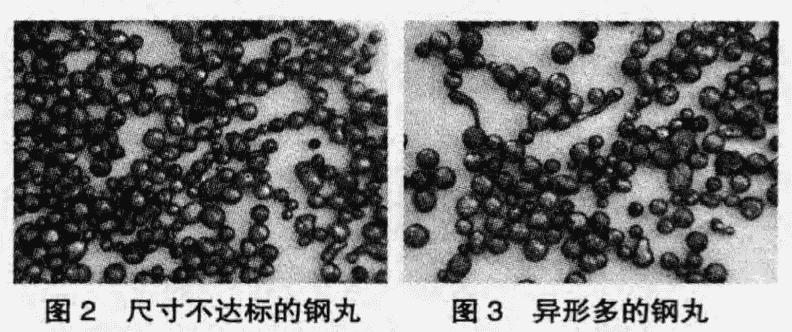
1)钢丸质量不稳定。由于铸钢丸形成S110的产出率在4%-8%之间,厂家为追求小粒度的比例,增加了喷水压力,钢丸中含裂纹、尖角、砂眼、连体、破碎、畸形和尺寸不均的异型钢丸的比例增多(见图2和图3),不仅降低了疲劳寿命,影响到抛打后的钢板质量,也大大增加了钢丸的消耗量。
通过对国内大多数钢丸制造企业的产品检验,异型钢丸的比例均超出不大于5%的SAE标准,疲劳寿命仅1400次,低于实际使用2300次的要求,导致钢板表面除鳞效率差。除了上述原因外,很多国内企业为了节约成本,省略了最终热处理环节,也造成疲劳寿命降低;甚至有些企业掺入铸铁丸(肉眼很难区分),使抛丸过程中产生大量粉尘,钢丸消耗成倍增加。
质量差的钢丸在较短的时间内破碎,不能有效的清除氧化铁皮和达到正常的使用寿命,同时产生的大量粉尘,增加了除尘系统的负荷及维护成本,也增加了失火的隐患。
2)钢丸尺寸偏大。按照工艺及表面要求,原料除鳞应采用S110的钢丸,但国内钢丸厂家实际提供的大都在S110和S170之间,小粒度的钢丸偏少,对降低喷丸后的表面粗糙度是不利的,一般除鳞后的原料表面粗糙度( Ra)在5-7 um,对冷轧后的不锈钢成品表面质量产生了不良影响。
3)钢丸消耗量大。由于钢丸的在成型过程中会产生裂纹,钢丸在反复抛打过程中沿裂纹破碎,影响使用寿命,导致钢丸的消耗量一般都在4kg/t以上。采用完全符合标准的钢丸,消耗量可控制在2.5 kglt以内。
4)供应不足。按照冷轧不锈钢表面粗糙度要求,原料除鳞需全部采用S110的钢丸,但S110的高碳铸钢丸的产出率仅4%-8%,生产的小粒度钢丸越多,国内不锈钢除鳞所需的S110钢丸每月在2000t以上,而达到SA标准的S110钢丸有60%以上的缺口,大量此粒度范围的钢丸是代理商将很多钢丸厂的少量钢丸搜集到一起得到的,质量基本无法保证。有些钢丸甚至是将各种抛打铸件、结构件等破碎后的钢丸重新筛分后凑起来的,寿命很低。资源问题紧张。
3.砂和钢丸的混合磨料在不锈热轧板除鳞的应用
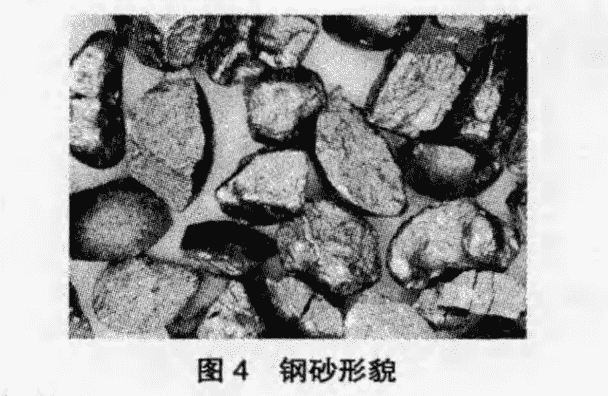
钢砂主要用于设备构件、铸件、管道等的表面氧青理和石材切割,是使用优质的钢丸经锻压、筛热处理后产出,其材质也是高碳铸钢,与钢丸不是其呈菱形(见图4),并在使用过程中通过在肌内的循环使棱角磨掉成为圆形。在不锈钢的余鳞工艺中,一般不直接使用钢砂。大多使用一列优质钢砂和钢丸的混合物,以提高其在抛丸沙管内的流动性。
3.1优点:
1)菱形尖角能高效地清除工件表面的氧化皮。钢砂的粒度呈连续型正态分布,有利于提高钢板表里的覆盖率,从而提高清洁度。
2 )使用寿命长。钢砂是将一定粒度范围内的钢率后得到的,在碾压过程中,破裂会优先选择铸内的微裂纹处进行,因此钢砂的内在裂纹很少,寿命长。
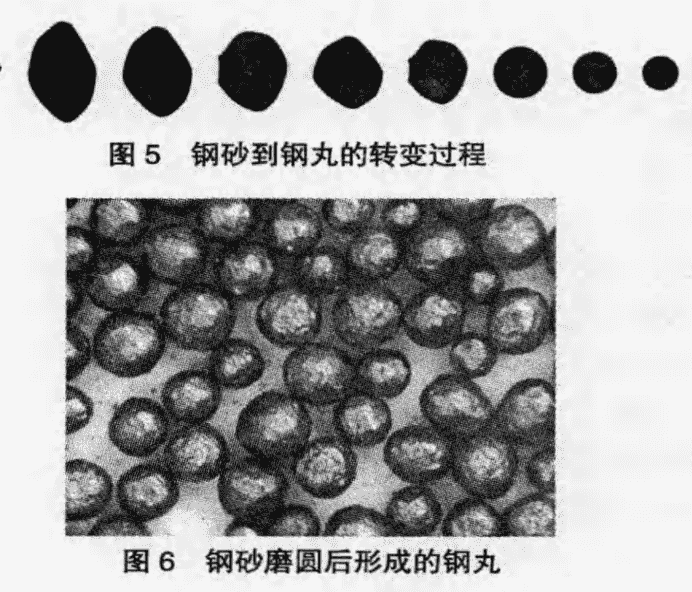
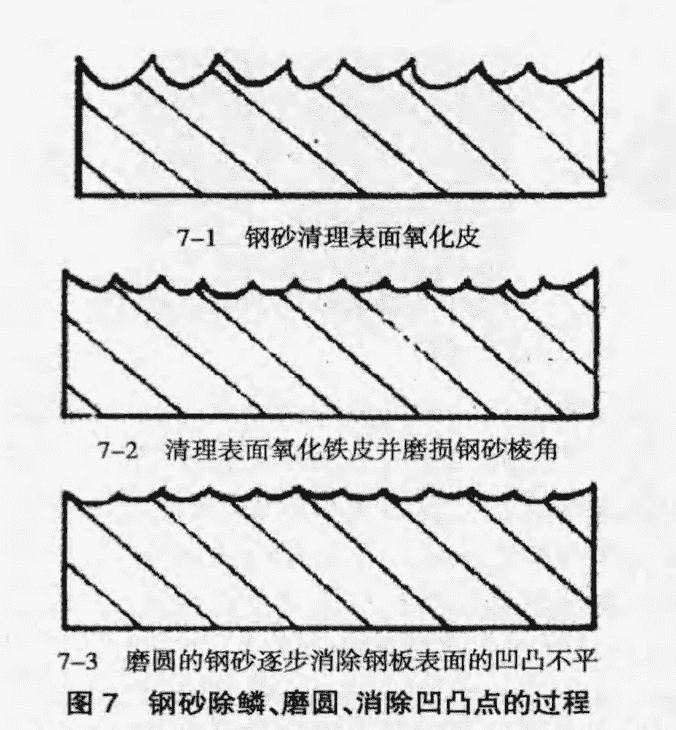
3)粗糙度相对较低。由于抛打寿命长,钢砂经百次的循环,渐渐的形成尺寸为S110偏下或更寸的均勺的圆形钢丸(见图5、图6),能更有效氐除鳞后的产品表面粗糙度(见图7)。
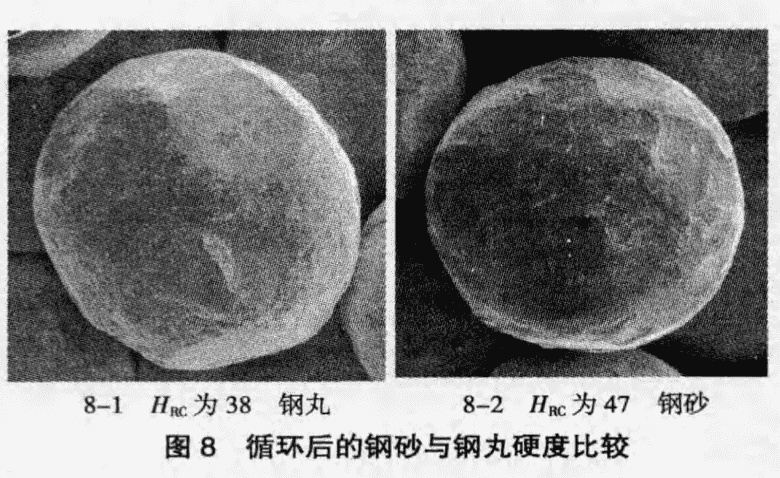
4)丸粒硬度在循环抛打的强化过程中得到提高 (见图8),寿命得到延长,达到降低消耗的目的。
5)质量稳定。钢砂为大颗粒钢丸(如S230)碾压、筛分及热处理后的产品,产量高,供应商很集中,对其产品质量容易控制。
3.2缺点
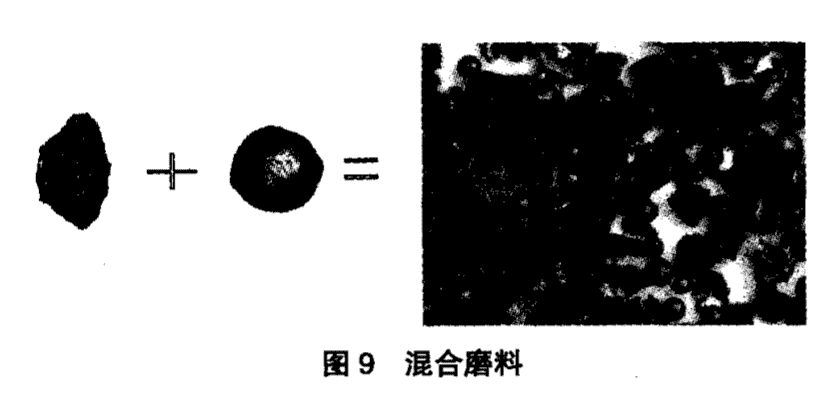
1)流动性差。钢砂呈菱形,如果100%使用钢砂,在抛丸机的传输及抛打过程中流动性较差。为解决这一问题,要将一定比例的钢丸与之混合形成混合磨料(见下页图9),或先将钢砂进行预抛,以改善其流动性。
2)工艺控制难度大。为提高除鳞效率,带钢在刚开始抛打时适宜用带棱角的钢砂,这样更容易切入坚硬的不锈钢鳞皮,以提高除鳞效率。但后续的抛打适宜用抛圆的钢丸,否则,棱角会损伤带钢表面,使表面出现零星的深点。为防止这一缺陷的产生,混合磨料的一次添加量不能太大,而且只能从第一台抛丸机投入新磨料,这样后几台的抛丸机内基本是抛圆的不同粒度混合的钢丸,通过控制新磨料的投 入量、频次以及除尘能力的大小可得到不同粒度钢 丸的混合 比例 ,钢板 的粗糙度也低。也可以说混合磨 料更适合用在多台串联的抛丸机 ,单台抛丸机用混 合磨料不适合生产高档不锈钢面板 ,如果生产此类 产 品,必须在过程中补充钢砂抛圆后的钢丸。
3)抛丸机叶片和护板的消耗 比普通钢丸略高。
3.3 使用效果对比
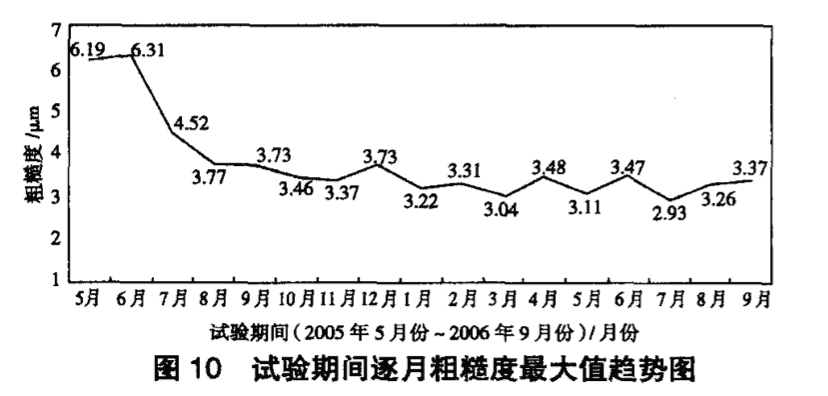
混合磨料在一条热线的使用效果对比,抛丸机 为 三 台 串 联 ,试 验 期 间 初 装 量 为 75 t,全 部 为 钢 丸 , 以后逐渐用混合磨料全部替换。试验数据如下:
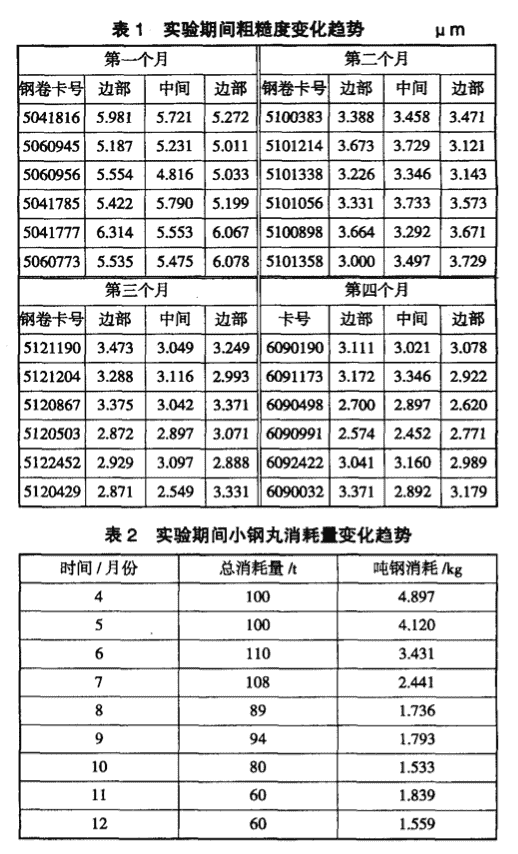
1)粗糙度。由试验前的5 m以上降低至4vm 以 下 ( 见 图 1 O 和 表 1 ) 。 通 过 不 断 的 工 艺 改 进 ,控 制 抛 丸机内的混合 比,粗糙度逐 步降低并趋 于稳定 ,基 本 控 制 在 2 .5 ~ 3 -5 m 。
2 )消 耗 量 。试 验 期 间 小 钢 丸 消 耗 量 趋 势 见 表 2。
4 其他抛丸介质的应用
1)低碳贝氏体钢丸。为解决高碳铸钢丸的疲劳 寿命问题,国外在批量生产一种低碳钢丸,德国最早 开发出此类产品,随后美国也有能力生产一定批量 的低碳钢丸。此工艺是淬火后的低碳钢丸经过热处 理后得到下贝氏体组织,具备接近高碳回火马氏体 的硬度 ,冲击韧性明显增加 ,具备更长的使用寿命 。 此钢丸的缺点是成型后钢丸的现状差 ,缩孑L、脱尾和 异型钢丸多 ,反而消耗量 比高碳钢丸的优势不明显。 抛打后钢板表面的粗糙度与高碳钢丸相 当。同时也 存在 S170粒度以下的钢丸产量 比例小的问题。
2 )钢 丝 切 丸 。 中 碳 钢 或 轴 承 钢 经 拉 拔 后 硬 度 会 大幅度提高,切成圆柱形的颗粒后主要用于金属的 表面强化 。质量较低的钢丝切丸有用于热轧中厚板 的除鳞 。目前有的厂家将几种直径 的钢丝切丸混合 后进行预抛 ,基本已消除了切后的尖角 ,可作为钢丸 使 用 ,疲 劳 寿 命 可 提 高 30% ,但 此 种 钢 丸 抛 打 后 加 工 硬化明显 ,钢板表面硬度会显著提高 ,对抛丸机叶片 和护板损伤严重。由于粒度分布单一 ,钢板的粗糙度 不易控制,目前在不锈钢冷板还没有广泛应用。
5 国内外的使用情况
在国内其他不锈钢生产企业,冷轧原料的机械除鳞大多采用弯曲破鳞加高碳铸钢丸高速抛打钢板 表 面 来 进 行 ,目 前 市 场 提 供 的 钢 丸 在 尺 寸 、质 量 、性 能及产量上很难稳定地满足大规模不锈钢生产的需 要 ,为 了 解 决 这 个 问 题 ,目 前 国 内 已 有 60% 的 企 业 开 始使 用钢砂和钢丸的混合磨料 越 大 ,H D 作 用 越 强 ;偏 差 越 小 ,H D 作 用 越 弱 。因 此 , 即便设备性能不是很稳定 ,也能实现对转速的精确 控制。但也有其缺点 :如果要求响应时间快 ,比例参 数P值须增大,则扰动较大;如果要求调节比较平滑 ,积分参数 ,值要增大 ,则要牺牲响应速度 。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1240/
 微信联系咨询
微信联系咨询 