江苏喷丸硬化处理设备厂家,具体分析什么事是喷丸硬化处理,喷丸硬化的基本原理,以及喷丸硬化的效果影响因子,和处理方式,我们可以完善喷丸硬化工艺设计方案,提供喷丸硬化代工服务。

喷丸硬化:
金属的硬化加工,是通过工具(比如锤子)用力敲击金属表面,使其变得坚硬的一道工序,但是现实加工过程中,由于通过锤子等工具,敲击金属表面的加工方式,效率低,而且均匀性不好控制等问题,我们采取通过喷丸来实现大规模、高效率、均匀性,持续性的敲击,来实现金属快速硬化,这就是喷丸硬化处理。
喷丸硬化的原理:
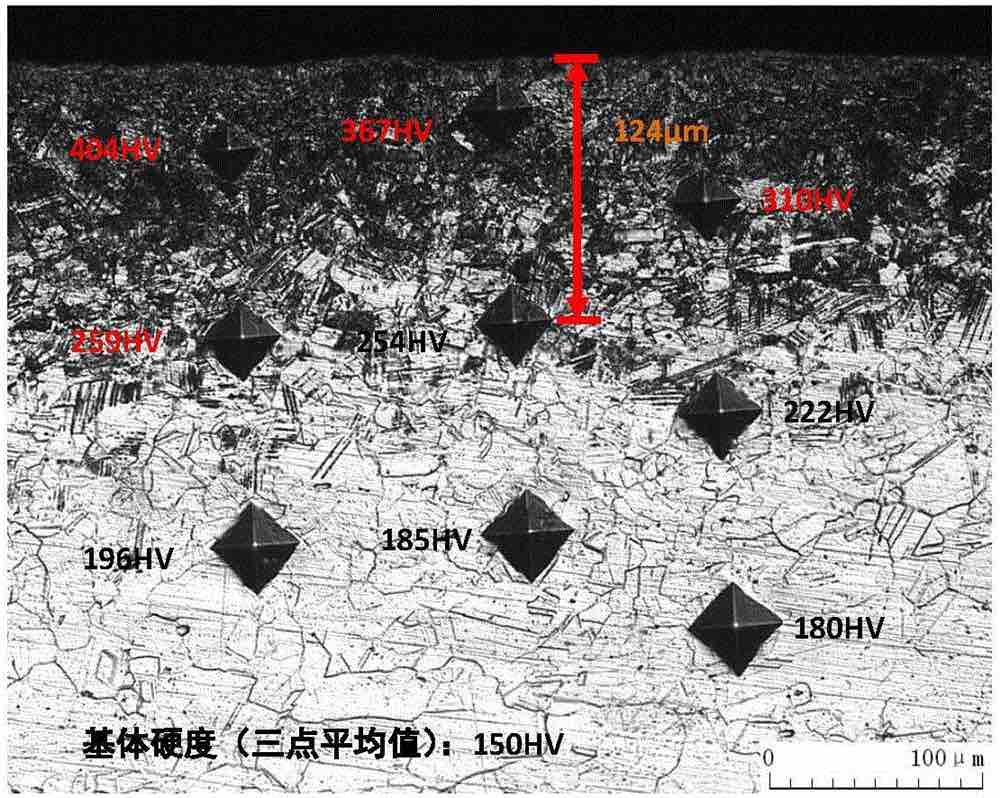
喷丸硬化前,我们可以通过对金属部件的表面金属层进行金相分析,这里我们选择一个渗碳淬火部件(图1)可发现,在金属表面是残留部分奥氏体的,大概在15%-20%之间,喷丸硬化作业后,我们再对金属表面进行金相分析,发现奥氏体基本消失,而表面基本都是马氏体(其实是奥氏体转变为马氏体),而此时金属表面已经实现了硬化,那么我们可以理解为,喷丸硬化是通过喷丸轰击,产生表面残余压应力,同时将金属表面残留奥氏体转为马氏体而实现硬化目的的;
喷丸处理后,金属表面因为冲击力大于屈服应力,发生塑性形变,产生了压应力残留,同时金属表面奥氏体转变为马氏体,会使其发生膨胀,残余压应力和金属相变导致的膨胀相互挤压约束,使金属表面再次面对外部冲击时,不易发生蠕动和变形(当外部冲击力打击金属表面时,残留压应力,和马氏体膨胀应力,同时抵抗冲击),这技术喷丸硬化的主要原理。
影响喷丸硬化的工艺因数:
1.喷丸的冲击力,我们知道喷丸过程中FT=MV的关系,金属喷丸硬化中,所需要的并不是能量的大小,而是要强大的冲击力,当弹丸冲击金属表面时,它的动能是固定的(MV固定),为了获取足够大的冲击力F,那么我们必须缩短弹丸冲击到金属表面到停止做工的时间T,如何缩短时间,其一,固定工件,不要让工件在喷丸冲击过程中发生后推,而延长做工时间,其二,要增加弹丸强度(我们使用钢丸),使其在冲击金属表面时,不要发生钝化形变,从而使做工时间变长,冲击力分散面过大,而降低单位面积冲击力;
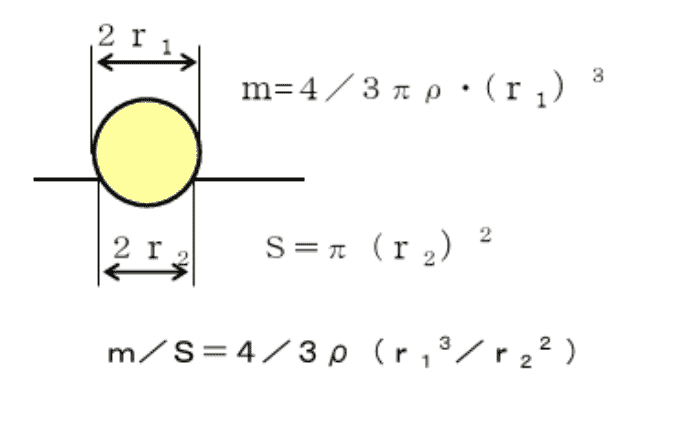
2.钢丸直径大小与喷丸硬化效果,我们已经知晓金属表面单位面积承受冲击力越大,则喷丸硬化效果越好,FT=MV根据以下公式计算,可以判定r1大匙喷丸硬化效果好,但是考虑到喷丸钢丸直径不能太大,太大动力带不动,所以我们需要根据实际情况选定合适钢丸大小;
3.喷丸硬化中,钢丸动力来源的选择,根据喷丸硬化原理,能够实对金属表面硬化的弹丸都是垂直冲击金属表面的,而通过压缩空气做动力的喷丸机,是最好的喷丸硬化选择设备,应为它喷射的钢丸,基本都是垂直轰击,但是压缩空气作为动力能量转化率低,持续保持高强度喷丸硬化,可能不够经济,所以有时候,在对动力要求高,能量转化高的持续喷丸硬化作业,我们选择抛丸器作为动力来源,具体动力选择根据实际需要;
4.钢丸的参数对喷丸硬化的影响,喷丸硬化中要求钢丸的硬度足够高,可与加工工件硬度相同,或者稍微高于加工工件硬度,防止破碎;
钢丸侵入工件深度5-30微米,防止侵入过深,压应力分散;
形状要求为球形,防止锐边划伤工件;
喷丸硬化加工的注意事项:
喷丸硬化属于冷作硬化加工,适用于工作温度低于250度的金属工件,工作温度高,会使金属膨胀力大于金属表面残余压应力,使其发生蠕动,发生反向塑性形变,残余压应力消退,喷丸硬化效果失效;
由于喷丸硬化后,弹坑周边会发生拉伸,所以喷丸硬化加工不适合适用于单纯成熟拉应力和压应力的工件。
喷丸硬化的应用:
喷丸硬化可用于航空发动机部件强化、航空设备维修,汽车部件的强化等各类喷丸强化使用的场合。
喷丸硬化设备:
喷丸硬化设备,目前在批量不大,强度要求不是特别高,而对喷丸硬化精度要求高的喷丸硬化处理,我们可以选择以压缩空气做动力的数控喷丸机,如果喷丸硬化处理量大,经济性要求高,效率要高,那么我们可以选择以抛丸器为动力的抛丸机。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1089/
 微信联系咨询
微信联系咨询 