采用高能喷丸使 H13钢表面组织纳米化 。利用 x射线衍射、光学显微镜和扫描 电镜研究了啧丸层的微观组织 ,并测定了硬度。结果表 明,一次喷丸和复合喷丸后 H13钢表层 强烈塑性变形 区深度 约为20 m,其晶粒平均尺寸约为20nm;复合喷丸后 H13钢表面平均硬度可达670HV0.1,一次喷丸后表面平均硬度可达6 4 8 H V 0 .1 。 此 外 ,初步探讨了 H 1 3 钢表面组织高能喷丸纳米化的机制 。
零件的疲劳失效大多发生在金属表面,如材料的疲劳 、应力腐蚀和磨损对表面组织和金属性能有密切 影响 ,所以零件表面的组织和综合性能会直接影响工程结构部件的使用性能和整体使用寿命。而纳米金属材料具有优异性能 ,使传统金属结构件表面组织达到纳米级,即制备 出具有 纳米级晶体结构的表面层 ,将可能提高工程结构件的综合力学性能及 环境服役行为 。金属表面自 纳米化 (SNC )概 念 ,为纳米 技 术在工程材料中的应用提供了新的途径。金属表面自纳米化技术 的原理 是利用外加 载荷 使金属块体材料的表面或次表面发生强烈 的塑性变形 ,引人 大量 的非平衡缺 陷,从而使 晶粒细化 成纳米 晶粒。 这一技术能解决用其他表面纳米化技术(例如涂覆 或沉积表面纳米化技术等)制备 的纳米表层与基体 结合强度较低的问题 。
目前表面 自纳米化技术主要有表面机械研磨处 理 (SMAT)、超 声 喷 丸 、超 音 速 微 粒 轰 击 、表 面 压 力 滑动轧制 、表面滚压 、激 光喷丸等 。卢柯 等采 用 表面机械研磨处理技术使纯铁、低碳钢、不锈钢和镍 基合金等材料表层获得 了纳米 晶组织 ,并对经表面纳米化处理的低碳钢试样进行气体渗氮 ,发 现可显著缩短渗氮时间或降低渗氮温度。王东坡等采用超声冲击表面纳米化处理技术使 45 钢 、40Cr钢 和 16Mn钢焊接接头表面晶粒碎化成纳米 晶,改善 了材料表面的耐磨性和抗疲劳性能 。 。熊天英等 采 用 超 音 速 微 粒 轰 击 技 术 对 45 钢 、38CrSi钢 、40Cr 钢和奥氏体不锈钢等材料进行表面纳米化 处理 ,获 得 了 平 均 尺 寸 约 为 14 nm 的 表 层 。
H 13 热 作 模 具 钢 具 有 良 好 的 红 硬 性 、较 高 的 韧 性和抗热疲劳性 能,被广泛运用 于铝合金的热挤压 模 和 镁 合 金 压 铸 模 。 目 前 ,对 铜 、铁 、低 碳 钢 、合 金 钢 等材料通过高能喷丸技术实现表面纳米化及其机制 研 究 较 多 ,而 对 模 具 钢 材 料 表 面 纳 米 化 及 其 机 -80的 研 究 较 少 。 本 文 采 用 高 能 喷 丸 技 术 (HESP)对 H13 钢表面进行 了纳米化处理 ,以改善工件的综合力学 性能 ,提高工件的使用寿命 。
一、 试验方法
试验材料为 H13钢 ,试样尺寸为 西d0mm × 10 m m 。其化学成分 (质 量 分 数 ,% ) 为 :C 0.38 , Si0.95, Mn 0.31, Cr5.17; Mo 1.29, V 0.89,P0.015,S0.027,Fe余量。试样经 1050 真空 气淬 +二次高温回火处理,硬度46~48HRC,组织主要是回火马氏体和少量残留奥氏体 。
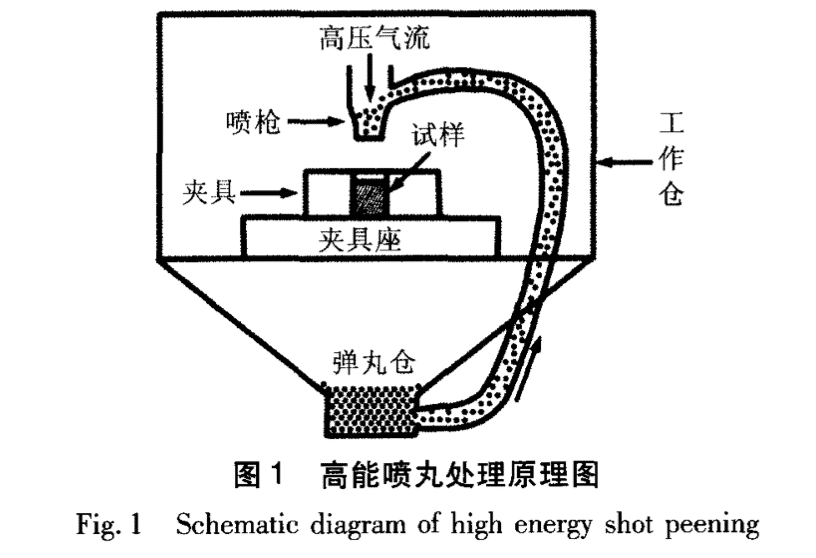
高能喷丸纳米化处理的基本原理是利用气一固相 高 速 气 流 (如 图 1所 示 ),将 弹 丸 以 极 高 的 速 度 轰击金属表面 ,弹丸数量巨大 ,并且进行重复轰击 ,使金属表面发生强烈 的塑性变形 ,从而实现表面纳米化。本文采用的装置为高能喷丸设备 ,采用一次喷 丸和复合喷丸两种工艺。一次喷丸用钢丸的直径为 0.8mm,喷丸工作压力为 0.6MPa,喷丸时间为 60 S;复 合 喷 丸 是 在 一 次 喷 丸 的 基 础 上 进 行 第 二 次 喷 丸 ,采 用 直 径 为 0.2 mm 陶 瓷 丸 ,工 作 压 力 为 0.5 MPa,喷 丸 时 问 为 20 S。

高能喷丸处理后 ,对试样 端纵 向剖面进行磨制 抛 光 ,用 4% 硝 酸 酒 精 试 剂 侵 蚀 。 用 LEICA DMI5000M 金 相 显 微 镜 和 JEOL JSM一6610 型 扫 描 电 镜 ( S E M ) 观 察 试 样 的 变 形 层 ; 用 X ’ P e rt P ro 型 x 射 线 衍 射 仪 进 行 衍 射 分 析 ,靶 材 为 c u 靶 ,得 到 试 样 喷 丸表面的衍射谱。采用机械磨制和双喷减薄方法制 成 TEM 薄 膜 样 品 ,在 H .800 型 透 射 电 镜 下 观 察 。
二、 试验结果
图 2(a)、(b)分 别 为 经 一 次 喷 丸 和 复 合 喷 丸 的 试样 由表面至基体组织的 OM形貌。从图中可以看 出 ,H 13 钢 表 面 发 生 了 强 烈 的 塑 性 变 形 ,变 形 量 随 着 深度的增加而逐渐减小。两种工艺对应的最大变形 深度均达 10 m,其中强烈塑性变形主要发生在表 面到 20 m深度的范 围内。在强烈塑性 变形 区仅 能观察到明显的金属流变条纹,采用SEM也无法分 辨 晶 粒 的 边 界 (见 图 2(c))。
复 合 喷 丸 工 艺 是 H 13 钢 试 样 表 面 经 第 一 次 喷 丸后再采用较细的非金属丸进行第二次高能喷丸 , 因 而 复 合 喷 丸 后 H 13 钢 表 面 粗 糙 度 明 显 小 于 一 次 喷丸的 HI3钢表面,如图 2(b)所示。由图 2(d)可 见,H13钢基体的晶粒尺寸为5~15 m。
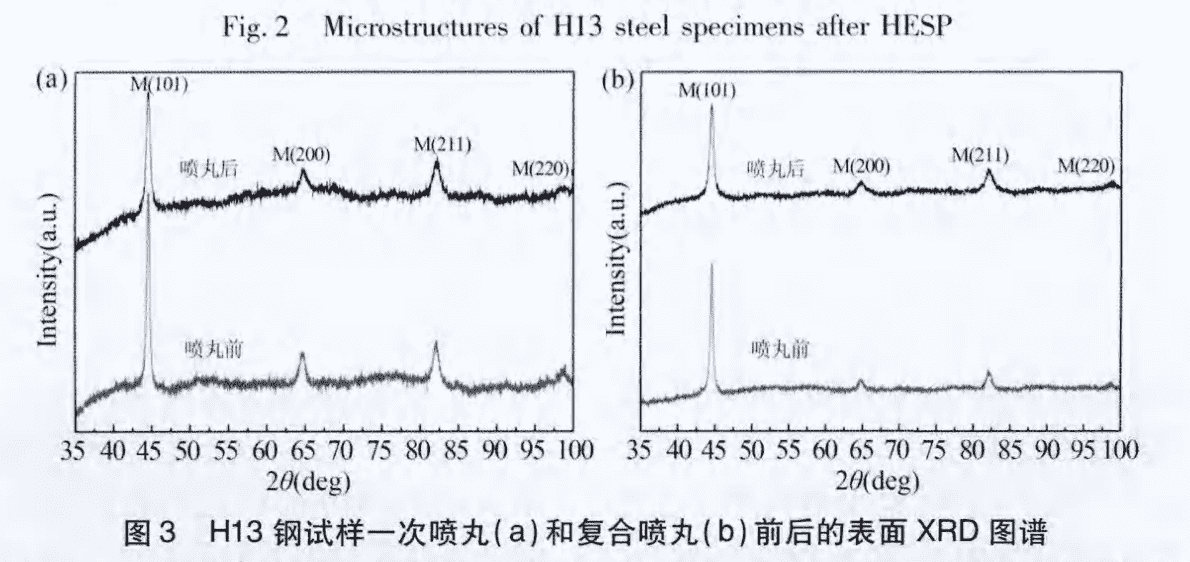
图 3 为 H 13 钢 一 次 喷 丸 和 复 合 喷 丸 前 后 表 面 的 XRD图谱。可以看出,喷丸处理后试样表面的 x 射线衍射线 明显宽化 ,马氏体 (101)晶面的衍射强度发生明显的减弱现象。为此 ,数据处理中采用扣除衍射背底并经仪器宽化修正后 ,求出物理宽化峰的积分宽度 ,然后根 据 Scherer.Wilson方程近似计算出一次喷丸和复合 喷丸试样表层的平均晶粒尺寸均为 20nm左右。业 已知道 ,利用 XRD测量 的晶粒尺寸反映的是 x射 线穿透深度 内的平 均 晶粒尺寸 (穿透深度 约 5~ 10 m),且其准确度随衍射线宽化程度的降低而降 低 ,因此经强烈喷丸的试样表层的晶粒尺寸还需要用TEM作进一步的分析和验证。
图 4 为 经 复 合 喷 丸 的 H 13 钢 试 样 变 形 层 的 TEM 明 场 像 、暗 场 像 和 选 区 电 子 衍 射 花 样 。 从 明 场 像 可 以 发 现 纤 维 状 组 织 ,与 图 2(c)中 所 示 的 强 烈 塑 性变形区内的流变条纹相吻合。同时 ,晶粒明显 细 化,试样表层可获得粒径在 100nm以内的晶粒,说 明经过高能喷丸处理后试 样表面获得纳米晶层 ,进一 步证实 了 XRD结果 。对 电子衍射花样进行标定 , 结果表明 ,原组织 中的马氏体和残留奥氏体均被细化至纳米级。


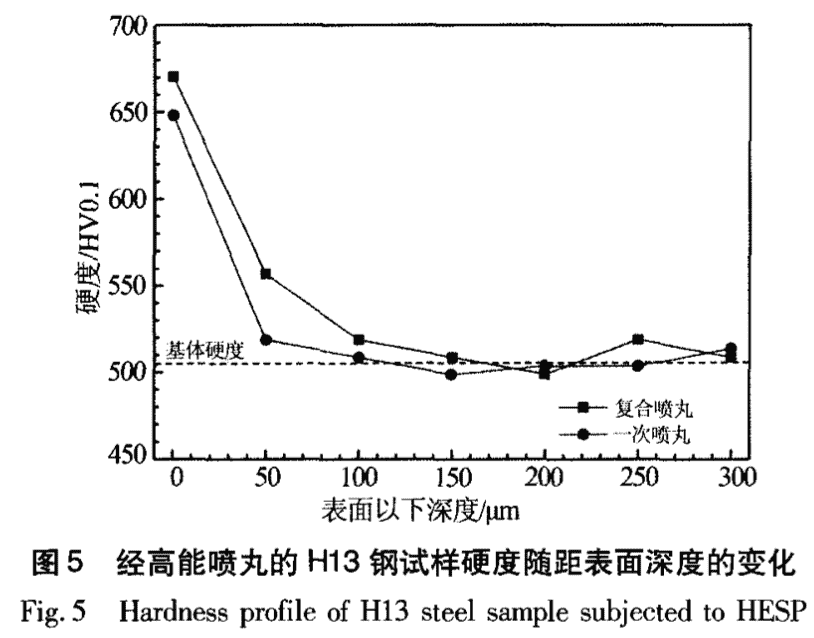
H13钢经过高能喷完后,表面的硬度随离表面距离的变化如图5所示,不同喷丸式样的表层显微硬度 的变化趋势基本相同,与基体硬度相比, 经喷丸处理 的表面硬度明显提高 ,复合喷丸后表 面 硬 度 平 均 可 达 670 HV0.1,一 次 喷 丸 后 表 面 硬 度 平 均可达648HV0.1。在100 m深度范围处,试样的 显 微 硬 度 基 本 不 再 变 化 ,大 约 为 505 HV0.1。 这 说 明在深度超过100 m的部位已经属于基体,不受 喷丸的影响。表面高能喷丸后 H13钢表面的强化 是晶粒细化效应和加工 硬化效应共 同作用 的结果。 尽管将两种效应进行分 离还存在一定 的困难 ,然而 由试样组织与性能的对应关系可 以看 出,从试样表 面向里 ,其 晶粒尺寸逐渐增大 ,而硬度逐渐降低 ,这 种 现 象 可 应 用 H a l l—P e tc h 公 式 予 以 解 释 , 也 与 其 他 超细晶材料的力学性能研究结果相符合 。显然 ,可 以确定表面组织结构纳米化对材料强化有一定的贡 献。
三、讨论
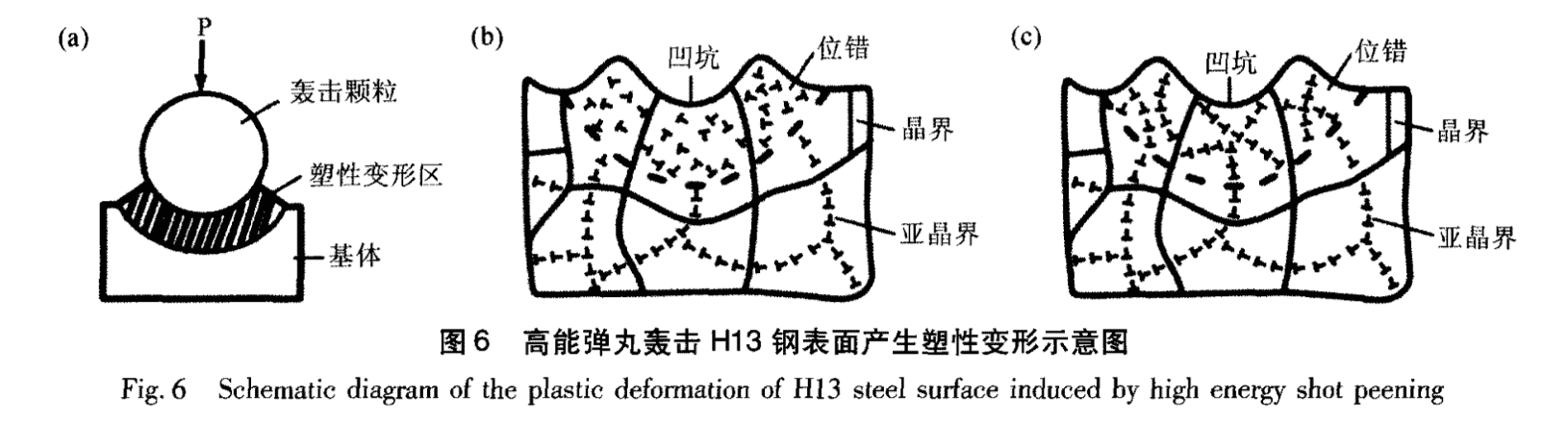
在 H 13 钢 试 样 高 能 喷 丸 过 程 中 ,其 表 面 晶 粒 纳 米化是通过塑性变形来实现的,如图6所示。单个 高动能的弹丸轰击到金属表面后 ,轰击部位发生辐 射状流变,当轰击应力(P)超过金属的屈服强度 (邱 ,)时 ,将形成不可逆的永久性微 凹坑 ,其下 面 形成塑性变形层 ,如 图 6(a)所示。试样表 面经 过反复轰击后 ,表面的任一晶粒 内均产生大量的位 错 ,并通过滑移 、积累、交互作用 、湮灭和重排等形式 形 成 了 位 错 墙 和 位 错 缠 结 ,如 图 6(b)所 示 。 随 着 弹 丸进一步轰击 ,绝大部分动能转变成热能而耗散,小 部分转变为 内应力促使位错运动重排形成小角度晶 界 和 亚 晶 界 以 降 低 系 统 的 能 量 ,如 图 6(C)所 示 。 在 碎化的亚晶和晶粒 内部也会产生大量位错 ,多次重 复这一过程使金属表层获得纳米晶组织 ̈ 。由于 弹丸碰撞方向和作用点都在不断变化 ,经过反复轰 击后 ,试样表面层任一小体积元 的变形方 向和变形 量都有一定的差异 ,导致塑性变形表现的不均匀性 (如 图 2 所 示 ) ,这 与 低 碳 钢 表 面 机 械 研 磨 处 理 后 局 部不均匀的结构特征相一致 。
根据位错塞积理论 ,晶粒 内的位错源在切应力 作用下 ,会相继产生一系列位错。这些位错克服了 在滑移过程中的阻力后 ,会塞积在晶界前面 ,从而使 其继续运动受阻。当晶粒减小时 ,就要增大外 加应 力 ,才能克服此阻力 ,使其相邻 的晶粒也产生滑移 。 因而,晶粒细化会使材料的硬度和强度提高。
四、实验结果
(1)采用高能喷丸技术可使 H13模具钢表层组织纳米化。一次喷丸和复合喷丸后 H13钢表层 强烈塑性变形区深度约为20 m,表层晶粒平均尺寸约为 20nm。
(2)复合喷丸后表面硬度可达 670HV0.1,一次喷丸后表面硬度可达 648HV0.1。试样 中深度超 过 100 m 的 部 位 ,其 硬 度 基 本 不 再 变 化 ,大 约 为505HV0·1。
( 3 ) H 1 3 钢 表 面 晶 粒 纳 米 化 是 通 过 高 能 喷 丸 使之发生塑性变形来实的。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1222/
 微信联系咨询
微信联系咨询 