对 TCl钛合金进行 了不 同液体喷丸工艺试验 ,分别 应用三点弯 曲高频疲 劳试 验和 x射线应力分 析 系统测试了材料的疲劳性能及表面残余应力分布,研究了不同喷丸工艺对疲劳性能和表面残余应力的影响。 结 果 表 明 ,一 定 范 围 内 ,喷 丸 压 力 越 大 ,表 面 残 余 应 力 越 高 ,疲 劳 极 限 越 高 。 但 喷 丸 压 力 增 加 到 一 定 限 度 时 ,疲 劳强度下降 。喷丸饱 和时间及 喷丸角度对表面残余应力和疲劳极限影响较小 。
TC1是一种 Ti.A1.M0.zr.si系马氏体 a+B 型两相钛合金 ,在 500oC以下具有较高强度和 良 好的抗腐蚀能力,因此在航空航天领域得到了广 泛应用。通过喷丸强化引入有利的残余应力 分布是提高TC11抗疲劳性能和微动疲劳抗力的 公认方法。近年来 ,许多钛合金材料在应用 中均
采用了喷丸强化 工艺。高玉魁 _2研究 了喷丸对 TC4合金微观组织结构的影响。陈国清等人 采 用 陶 瓷 液 体 喷 丸 的 方 法 提 高 了 Ti-6AI-4V 的 疲 劳 强度 ,并有效 降低 了试样 的表面粗糙 度。王欣等 人 采用陶瓷喷丸在 Ti60合金表面获得较小的 表面粗糙度和较大 的残余压应力 ,并使其疲劳性 能 提 高 了 4 倍 。
本 文 对 TC11三 点 弯 曲 疲 劳 试 样 进 行 液 体 喷 丸 ,研 究 不 同 喷 丸 工 艺 对 TC11 疲 劳 强 度 以 及 表 面残余应力的影响。
1 TC-11材料及试验方法
1.1 试 验 材 料
本 试 验 所 用 TC11的 化 学 成 分 为 :铝 6.28% ,钼 3.26%,锆 1.60%,硅 0.02%。热处理工艺选 用 960°C固溶 30rain后空冷,530°C固溶 6h后空 冷。其力学性能为:R舢 =1O11MPa,R =1105 MPa,A=15% ,Z=39% 。
1.2 喷丸试验
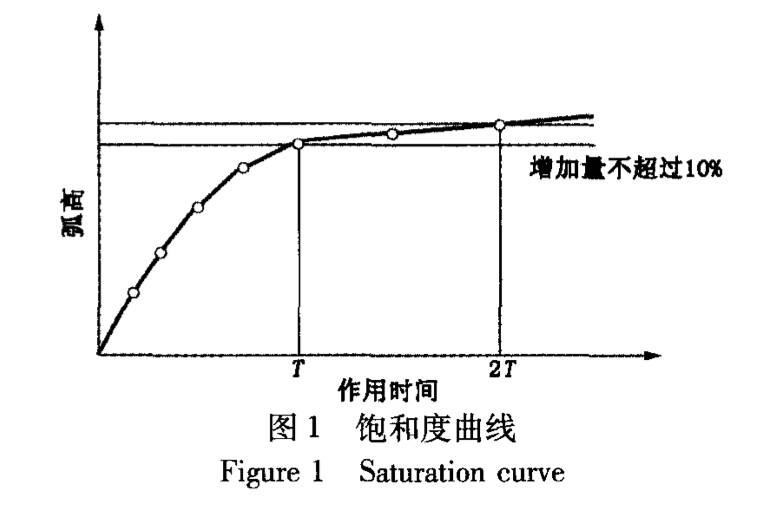
喷丸试验采用液体喷丸机 ,喷丸丸粒为直径1mm的铸钢丸。在对三点弯曲试样喷丸之前 ,先 用 Almen试 样 对 每 种 喷 丸 工 艺 的 饱 和 度 进 行 测 定,当在 与2T之间时,弧高的增加量不超过 10%即为饱和。饱和度曲线如图 1所示。不同喷 丸参数下的饱和度时间 略有不同,在20min~ 40min之间。本试验通过设计不同喷丸压力、喷 丸 角 度 、喷 丸 时 间 的 5 种 工 艺 方 案 ( 见 表 1 ) ,研 究不同喷丸工艺对TCI1高周疲劳性能的影响。

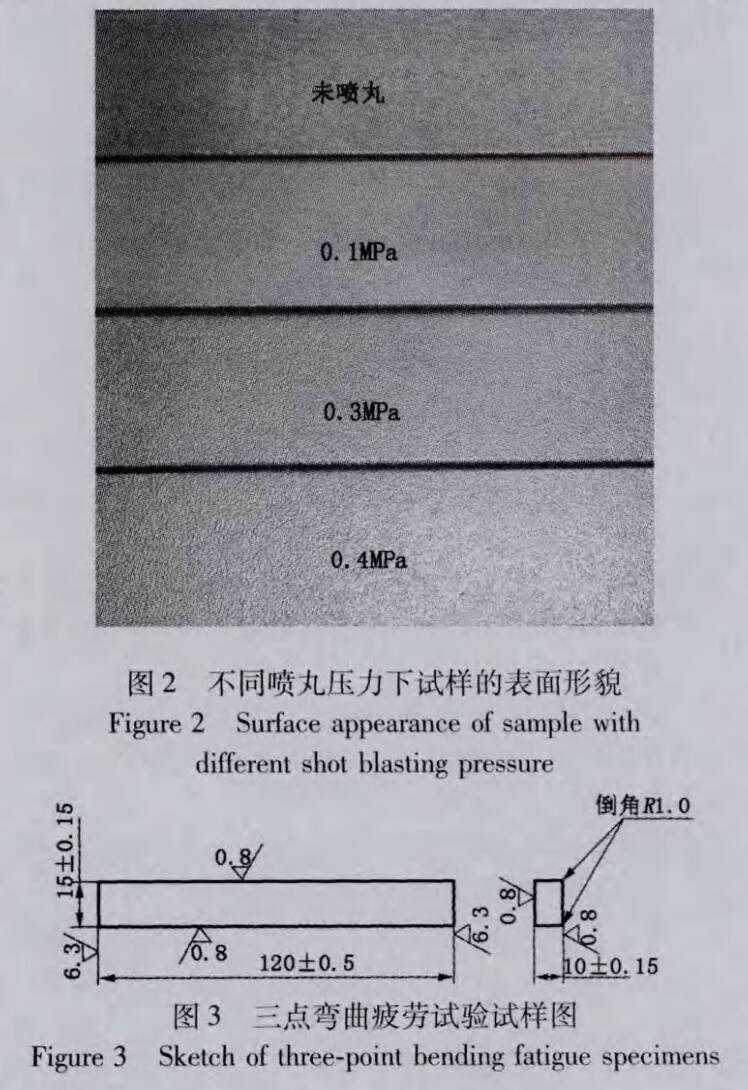
不同喷丸工艺对试样表面形貌及粗糙度均有影响。图2为不同压力下喷丸试样的表面形貌。未喷丸表面可以看到清晰的磨削痕迹。喷丸压力为0.1 MPa时,喷丸表面基本看不到磨削痕迹,表面均匀分布有细小点状“小坑”。喷丸压力为0.3MPa时,表面喷丸痕迹更加明显,肉眼已看不到磨削痕迹。当喷丸压力达到0.4 MPa时,喷丸形成的“小坑”更深,表面粗糙度明显增加。

1.3 三点弯曲疲劳试验
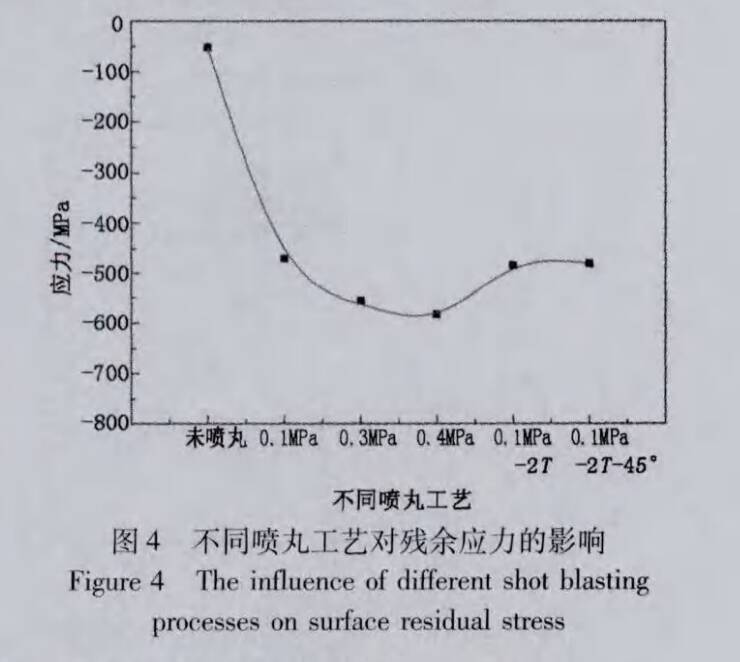
疲劳试样形状为长条板状,在试样表面进行喷丸处理,采用三点弯曲加载方式对试样进行疲劳加载。试样如图3所示,载荷比为0.1。本试验使用长春浩园试验机厂HQY- -300KN 高频振动试验机,加载频率为55 Hz。通过未喷丸钛合金及不同喷丸工艺的钛合金三点弯曲试样进行疲劳试验,绘制疲劳曲线并测定其疲劳强度,分析不同喷丸工艺对疲劳强度的影响。
1.4残余应力测量
使用PROTO公司IXRD MG40型X射线应力分析系统对喷丸后的试样进行残余应力测量,此设备根据同倾法测试原理,选用Cu靶激发,电压20 kV,电流0.5 A,衍射镜面为(213),测试位置为三点弯曲疲劳试样喷丸表面中点。
2试验结果与分析
2.1残余应力测试结果
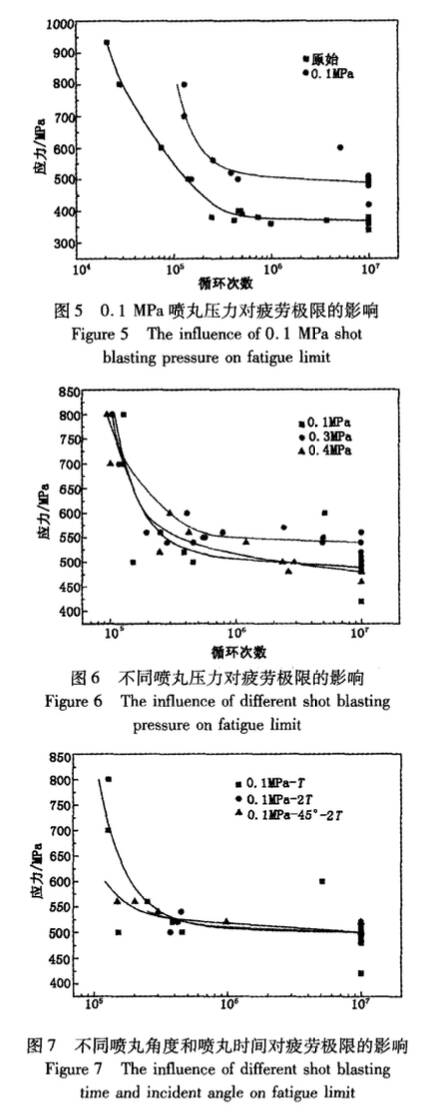
不同喷丸工艺的试样表面的残余应力测试结果见图4。未喷丸情况下,残余应力较小,残余压应力为51MPa。0.1MPa喷丸时,残余压应力升高至465 MPa。而0.3 MPa、0.4 MPa喷丸后,残余应力分别增加了80 MPa和110 MPa,说明增加喷丸压力有助于提高喷丸表面的残余压应力。当采用0.1 MPa-2T喷丸工艺时,发现残余压应力值提高了不足20 MPa。喷丸角度为45°时的残余压应力比垂直喷丸时略有下降,降幅约10 MPa。这说明喷丸时间和喷丸角度对残余压应力有一定的提高作用,但作用有限。
2.2疲劳试验结果与分析
经过0.1 MPa喷丸处理后的TC11比未经过表面喷丸处理的TC1I疲劳极限大幅度提升,如图5所示。疲劳强度由原来的360 MPa提高到490MPa,提高了36%,说明表面喷丸工艺的确能提高TCI1的疲劳极限。高玉魁研究发现喷丸后TC21的疲劳强度由420 MPa上升到550 MPa,提高了30% ,在相同应力下其疲劳寿命普遍提高了5至10倍。在TC11的疲劳试验中也发现相似的情况,相同应力下的疲劳寿命甚至相差近100倍。
从图6可以看出,不同喷丸压力对TC11疲劳极限的提升作用不同,0.3 MPa时疲劳极限最高,0.1 MPa时次之,0.4 MPa时较差。随着喷丸压力的提高,疲劳强度并没有逐渐增加。喷丸压力为0.3 MPa时,疲劳强度最高。当喷丸压力提高到0.4 MPa时,疲劳强度却出现明显的下降,这是由于喷丸压力过大会使喷丸表面出现微裂纹,从而导致疲劳强度降低,即产生了过喷效应。
从图7可以看出,经过0.1 MPa喷丸处理后的TC11与经过0.1 MPa-2T处理后的TC11疲劳极限相差不大,说明在喷丸压力相同的情况下,喷丸2T时间并不能提高TC11的疲劳极限。经过0.1 MPa-45°-2T 喷丸处理后的TC11相比于0.1MPa-2T喷丸处理后的TC11疲劳极限也没有明显变化,说明喷丸角度对疲劳极限影响不大,45°人射并没有明显降低叶片的疲劳强度。
3结论
(1)经过喷丸强化后试样的疲劳极限提高了30%以上,说明喷丸增强了TC11的疲劳性能。试样的表面形貌也发生变化,喷丸痕迹覆盖掉了试样表面的磨削痕迹,且在一定范围内,喷丸压力越大,覆盖效果越好。
(2)喷丸压力的大小对疲劳极限影响较大。在一定范围内,喷丸压力越大,疲劳极限越高。但当喷丸压力提高到一定限度时,疲劳强度下降。喷丸时间对疲劳极限影响甚微。喷丸角度对疲劳极限影响较小。
(3)残余应力测试结果表明,喷丸压力对试样残余应力起决定因素,喷丸压力越大,残余压应力越高。喷丸角度与喷丸时间对TC11试样残余压应力影响相对较小。
(4)本文只对试样喷丸表面进行测试,未进行喷丸深度方向考量。因此,沿深度方向,喷丸工艺对残余应力的影响有待进一步研究。
江苏液体喷丸强化设备制造商,提供液体喷丸机设计制造服务,液体喷丸工艺验证,液体喷丸强化代工服务,欢迎了解。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1763/
 微信联系咨询
微信联系咨询 