采用数值仿真的方法,研究了激光冲击强化对175A型柴油机曲轴疲劳寿命的影响,取得了数值仿真 条件下曲轴过渡圆角处残余应力场的数据,数值仿真结果和实验结果的对比分析表明:数值仿真结果和实验结果 较为接近,从而验证所采用的材料本构模型、冲击波峰值压力和冲击波作用时间是精确的。通过此类激光冲击强 化仿真分析,可优化激光冲击的相关参数,使曲轴过渡圆角产生有利的残余应力场,从而为激光冲击强化曲轴提供 优化的工艺参数。
采用数值仿真的方法,研究了激光冲击强化对175型柴油机曲轴疲劳寿命的影响,取得了数值仿真 条件下曲轴过渡圆角处残余应力场的数据,数值仿真结果和实验结果的对比分析表明:数值仿真结果和实验结果 较为接近,从而验证所采用的材料本构模型、冲击波峰值压力和冲击波作用时间是精确的。通过此类激光冲击强 化仿真分析,可优化激光冲击的相关参数,使曲轴过渡圆角产生有利的残余应力场,从而为激光冲击强化曲轴提供 优化的工艺参数。
曲轴材质要求具有较高的刚性和抗疲劳强度以 及良好的耐磨性能。球墨铸铁的铸造工艺不断发 展,性能不断提高,已成为取代锻钢制造曲轴的首 选 材 料。 市 场 竞 争 迫 使 愈 来 愈 多 的 企 业 采 用 了扩缸、增压或增加冲程等技术措施,以提高发动机 的动力性和经济性。但首先遇到的就是曲轴强度不 足的问题,如果在不改变曲轴原设计结构尺寸及材 料的前提下,采用表面强化技术,就能满足曲轴的使 用要求,无疑是一个有效的方法。到目前为止,最有甚至脱落。本文采用数值仿真的方法,研究激光冲 击 强 化 对 175犃 型 柴 油 机 曲 轴 疲 劳 寿 命 的 影 响 ,取 得数值仿真条件下曲轴过渡圆角处残余应力场的数 据,并将数值仿真结果和实验结果做对比性分析。
1 数值仿真的关键技术
1.1 材料本构模型选择 球墨铸铁材料的机械性能列于表1中,关于材料行为,在激光冲击过程中材料被压缩并产生动态 变 形 ,应 变 率 超 过1000000/S,在 这 种 情 况 下 静 态 的 应 力 应变关系已不能反映材料的真实响应,必须用动态的弹性极限取代,JOhnson-cook,在1983年年综合 硬化和应变率对屈服强度的影响,提出了一个材料 模型用来描述材料的这种动态行为。其本构关系为:

1.2 冲击波加载确定
在整个光斑范围内激光场强呈近似均匀的分布,但冲击波施加于靶的压力却随时间而变化。确 定冲击波峰值压力的经验公式为:
激光诱导冲击波的作用时间大约为激光脉宽的2~3倍甚至更高。因此在进行成形过程的有限元模拟时,对于激 光脉冲的作用时间可先按照激光脉宽的3倍来确 定,实验采用的激光脉宽τ=23ns,这样每一次冲击 加载的作用时间就为70ns左右,模拟时取为70ns。 在实验的基础上,已确定了冲击波压力随时 间变化的图形,图1所示为冲击波的压力幅值变化曲线,犃犅犃犙犝犛的加载模块将按这条曲线给曲轴加 载。
1.3 有限元仿真软件选择
由于冲击波压力作用下板料的变形是一个高速动态的过程,不仅产生大位移、大转动和大应变现 象,而且还有高应变率现象。这既涉及到几何非线 性问题也涉及到材料非线性问题,因此在数值计算 中应尽可能计及这些因素,以提高计算精度。目前 可用于仿真分析高速冲击下所涉及的几何非线性和材料非线性的软件有ANSYS 和ABAQUS 等。相对于ANSYS软件ABAQUS的非线性力学(几 何 、材 料 、接 触 )分 析 功 能 具 有 世 界 领 先 水 平 ,所 以 选 择ABAQUS 作为仿真软件。
1.4 模型建立和网格化分
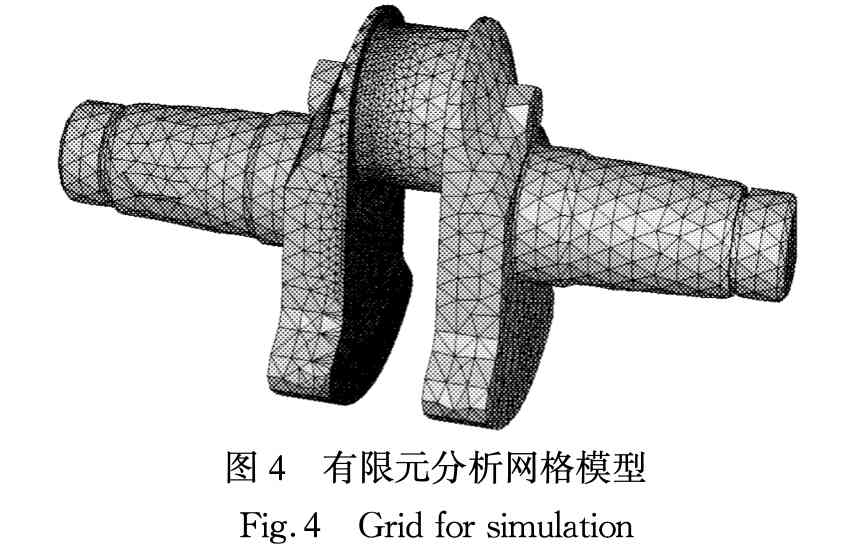
根 据 图 2 所 示 的 175A 型 柴 油 机 曲 轴 简 图 ,在ABAQUS 的CAE 模 块 里 建 立 如 图 3 所 示 的 三 维 曲 轴模型,在曲轴的过渡圆角处施加如图1所示的前 后光斑位置相切的冲击加载,光斑直径8mm。对 实际使用中断裂的曲轴统计发现,大部分断裂事故 都发生在该处圆角。对曲轴的应力分析应主要关心该 处 的 应 力 分 布 ,因 此 将 该 处 的 网 格 细 化 。 把 圆 角 部 分 手 工 划 分 为 600 多 个 6 节 点 五 面 体 单 元 ,单 元 较 密 且 形 状 较 好 ,最 小 单 元 为 0.2mm × 0.4 mm × 0.6mm。其余部分用有限元程序自动生成为1000 多个四面体单元,然后再和手工划分的部分组合到 一起,最后划分的有限元分析网格如图4所示。
1.5 边 界 条 件 的 处 理
将 曲 轴 主 轴 颈 所 承 受 轴 承 的 弹 性 支 承 作 用 离 散为 作 用 在 支 承 面 每 个 节 点 上 的 弹 性 边 界 元 ,通 过 弹 性边界元使主轴颈在半径方向的位移为零。考虑到 激光光斑与轴的几何尺寸相比很小,曲轴的另一端 让其处于悬空状态,这不会对仿真结果有太大影响。
2 有限元计算结果
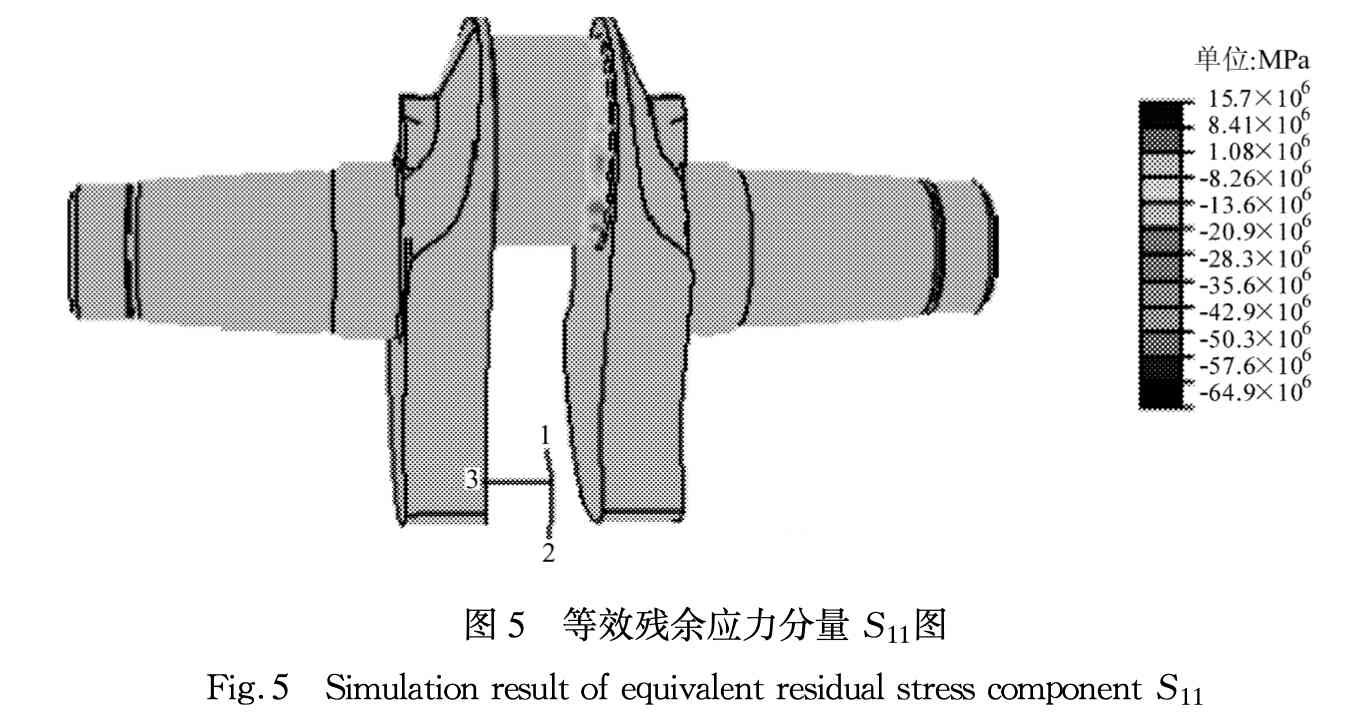
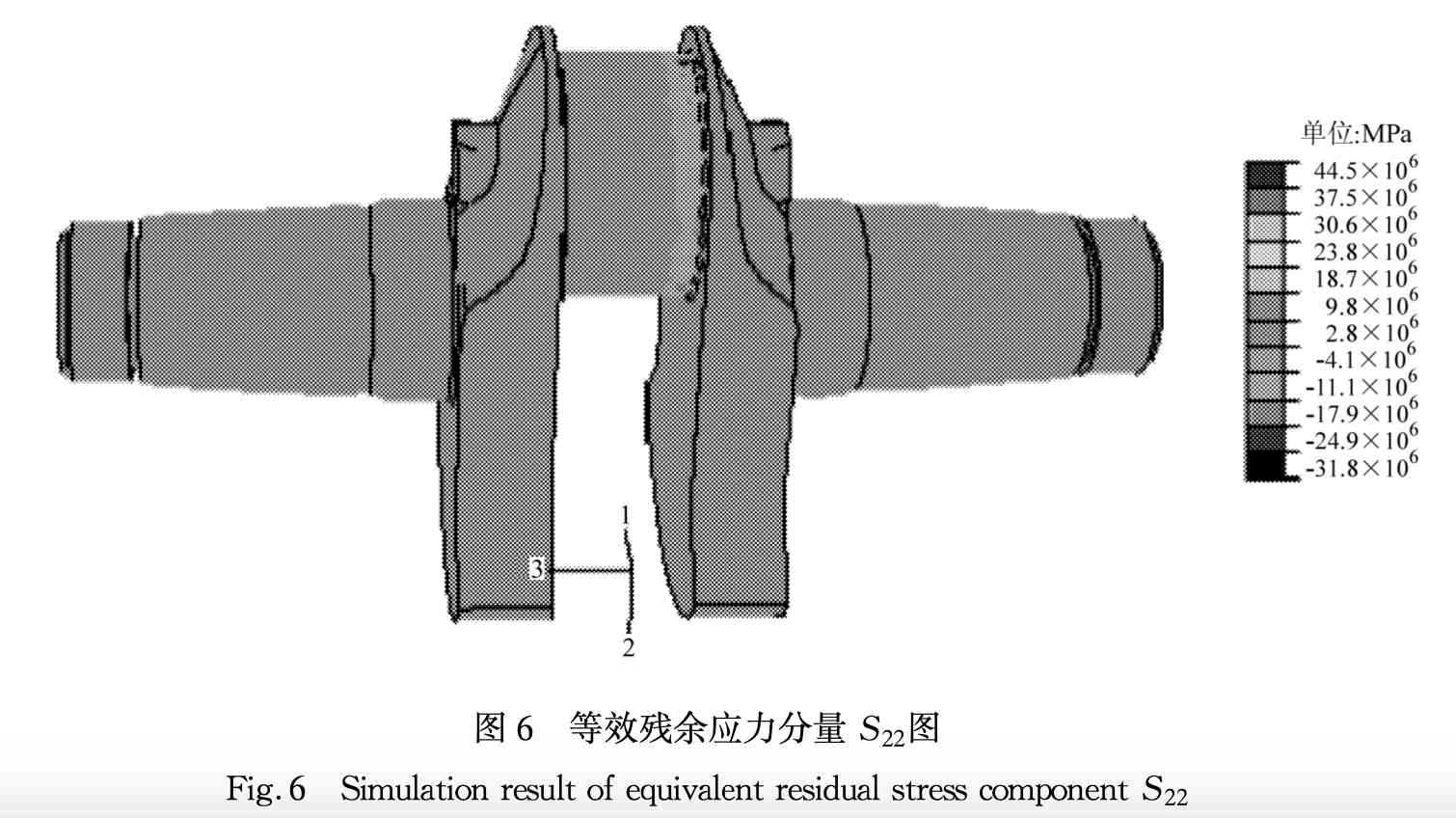
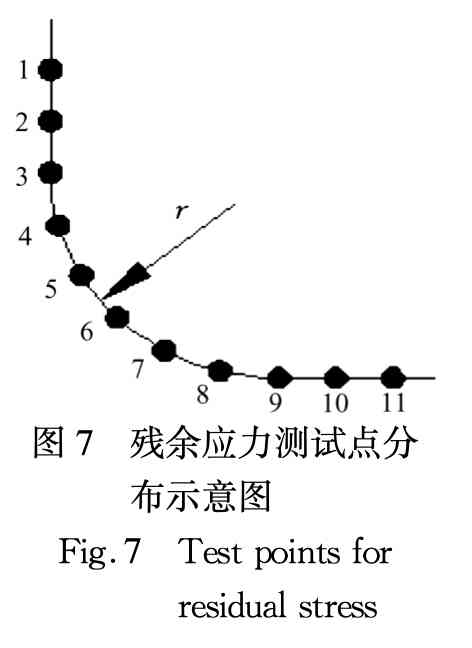
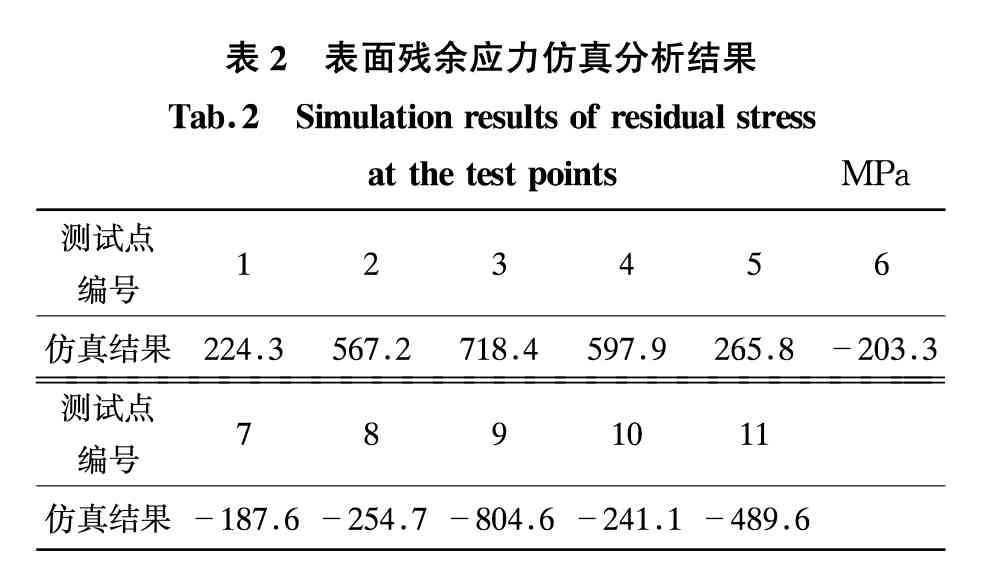
图5为沿着曲轴过渡圆角顺次激光冲击一圈后 的等效残余应力分量S11仿真结果图,图6为Mises等效残余应力分量S22仿真结果图。在13平面内 沿着过渡圆角,每隔1mm的弧长处取一个点,共选 择11个点,如图7所示。
由ABAQUS 的 后 处 理 输 出 ,将 各 测 试 点 处 的Mises表面残余应力仿真结果列于表2中,由表2中的数据可看出曲轴曲柄与连杆轴颈之间的圆角横截 面冲击强化后残余应力分布比较规律,出现了2个 区:压应力区和拉应力区。在曲柄部分生成残余拉 应力,在连杆轴颈部分生成压应力。拉、压应力交界处过渡平稳,应力的数值比未冲击的试样高,说明激 光斜冲击强化起到了强化和硬化作用。
将 表 2 中 的 仿 真 结 果 和 曲 轴 激 光 冲击强化实验结果作对比性分析,可以发现,从产生的拉应力区和压应力区的 分布以及残余应力的大小 变化情况来看,排除由于 冲击波的峰值压力受实验 中黑漆涂层和流动约束水 层厚度变化影响所引起的 冲击波加载波动,而造成 实验和仿真结果两者之间 误差的影响因素之外,仿 真结果和实验比较吻合。
3 结论
(1)鉴于仿真的结果与实验测得的数据比较一致,因此数值仿真在预测激光冲击曲轴过渡圆角处残余应力分布的技术对实验方案的安排和激光工艺 参数的选择有一定的指导意义。
(2)实验和仿真结果对于后续进行的曲轴激光 冲击强化多次 /搭接冲击中工艺参数和冲击路径的 优化研究具有一定的指导和参考作用。
江苏激光喷丸强化设备厂家,激光喷丸强化技术服务,激光喷丸代工厂,竭诚为您服务。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1652/
 微信联系咨询
微信联系咨询 