文主要介绍了喷丸强化机理,喷丸成型工艺的选择以及喷丸强化效果检测 的三个方面来详细介绍了喷丸技术对于提高材料抗疲劳性能或抗应力腐蚀的显著效果, 对于喷丸过程改进措施提供相应的依据。
0引言
喷丸强化是一种传统的材料表面强化手段,其工 艺相对比较简单,但是效果明显,被广泛的应用于航天 航空、核电、机车、汽车等各个领域。喷丸强化是一个 冷处理过程,其原理是利用高速弹丸撞击材料,即无数 个弹丸撞击金属零件表面,在材料表面形成小压痕或 凹坑,使材料表面发生塑性变形,从而在金属表面产生 残余应力 ̈J。表层下压缩的晶粒由于要恢复到原来的 形状,从而会产生一个均匀的残余压应力层,使材料表 面得到强化经过喷丸处理之后,材料表层的组织结构 发生变化,晶粒细化,位错密度增大,晶格畸变增大,最 终形成很高的残余压应力。材料表层残余应力的存在 将明显地提高材料的抗疲劳性能和疲劳寿命,提高材 料表面的强度和硬度、以及抗应力腐蚀及耐高温氧化等性能。
1喷丸强化
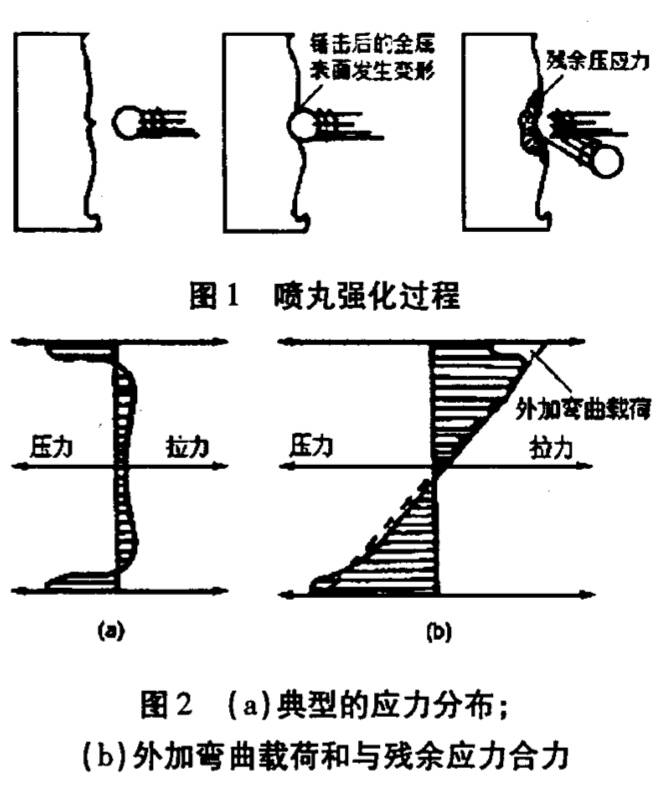
喷丸用的丸体,是用铸钢或锻钢、不锈钢、陶瓷或 玻璃等制成的。在喷丸过程中,具有足够能量的弹丸 锤击工件表面,并在充裕的时间内,以冷加工的形式在 工件表面造成重叠的凹点。生成凹点的作业过程引起 压应力并拉伸表面结构。这一变化过程被工件内层未 受锤击的部分所阻挡,所以,就在工件表面和近表层产 生残余压应力见图1。这种压应力会消除因修磨、热处 理、焊接、电镀或硬化涂层而造成的有害残余拉应力。
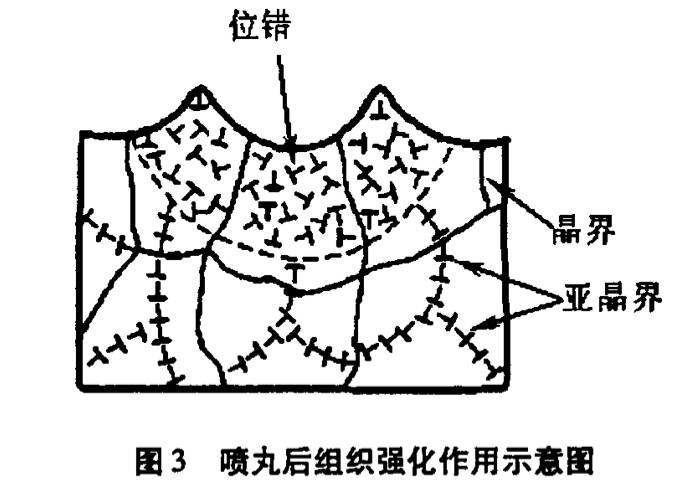
除此之外,当进行喷丸处理的工件受到来着外部 的载荷时,如弯曲,表面残余应力就会减少工件表面或 接近工件表面的外加拉应力的强度,而几乎所有的疲劳和应力腐蚀造成的断裂都是在这些地方生成的见图 2。因为残余应力的高峰值总是出现在接近工件表面 的地方,所以,喷丸是消除外加拉应力的最有效工艺手 段。这些外加应力包括由于弯曲或扭曲造成的应力, 或由于局部应力源,如刻痕、圆角半径、截面变化、焊接点或表面疵点而造成的应力。

1.1喷丸残余应力场强化作用
当有残余应力存在时,疲劳裂纹的萌生位置则移 向次表面,产生疲劳裂纹所需的外加交变应力提高,即 提高了疲劳强度。特别当零件表面有缺口或微裂纹 时,残余压应力的作用更为显著。喷丸材料表层中残 余压应力提高疲劳性能原因有两个:
第一,抵御由外力或外力矩在零件表层产生的拉 应力,使作用在材料上的最大交变应力水平下降,从而 提高了裂纹开始扩张的临界应力强度因子,当残余压 应力层的深度超过微裂纹的深度时,平均应力的下降也能降低疲劳裂纹的扩展速度。 第二,残余压应力能阻止位于最大剪应力方向附近的晶体滑移,因而压应力区比拉应力区总是需要更 大的外力才能使晶体开始滑移。
1.2喷丸组织强化作用
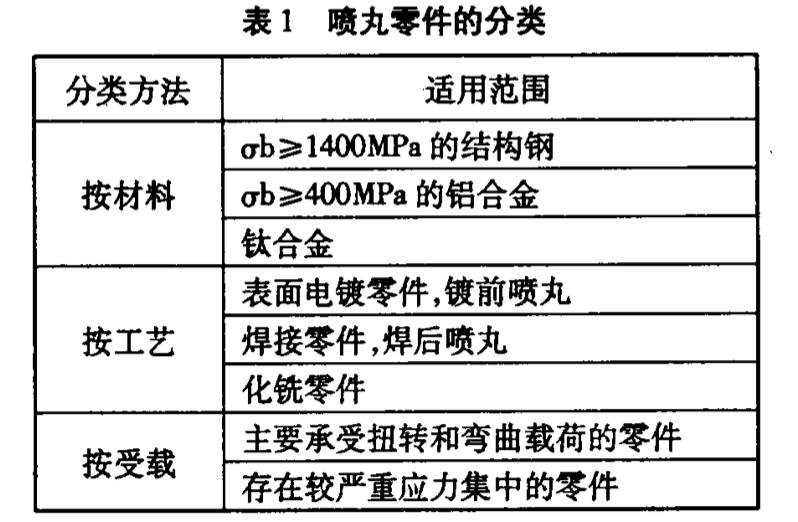
喷丸组织强化的作用在于,喷丸优化了形变层内 的组织结构,使晶块(晶粒、亚晶和位错胞)细化、位错 密度和显微畸变增高如图3所示,在某些情况下也可 能发生相变强化等。这种组织结构的变化一方面使形 变层内的晶体不易发生滑移,另一方面又能把内部金属所发生的滑移阻止在形变强化层与内部的界面上, 上述作用均会阻碍疲劳裂纹在材料表面上的萌生,从而延长了材料的疲劳寿命。
1.3表面形貌的作用
喷丸对零件表面造成的变化可能成为强化因素, 也可能是弱化因素,这取决于零件喷前得表面状态和 喷丸工艺。当受喷前表面粗糙度值较高,且喷丸强度 不大时,喷丸后表面粗糙度值反而降低,此时喷丸对表 面形貌的改变即为强化因素;当喷丸后表面粗糙度值 显著提高或由于过喷引起表面微裂纹,将降低受喷零 部件的疲劳强度。
2 喷丸强化技术的应用
喷丸技术的强化效果显著,效率高,限制小,实施的难度较低,因此应用越来越广泛。喷丸强化机理和 大量实验结果表明,喷丸强化适用的材料和零件应具 有表1中的特点。
3喷丸工艺的选择
喷丸工艺参数包括弹丸速率一空气压力或抛丸转轮的速度、弹丸流量、弹丸的撞击的角度、喷嘴与标靶 零件的距离(相隔距离)、弹丸尺寸(规格控制)、弹丸硬 度(规格控制)、喷嘴的设计、喷砂管的尺寸和状况。但 是研究者从众多的影响因素中归结为喷丸介质、喷丸 强度和覆盖率的影响。
3.1喷丸介质的选择 喷丸介质(弹丸)的选择主要依据零件的力学性能、形状、尺寸及服役条件,包括弹丸种类和尺寸选择 两方面。
丸强化用弹丸有金属弹丸(如铸铁丸、铸钢丸、 切制钢丝丸和不锈钢丸等)和非金属弹丸(陶瓷丸和玻 璃丸等)。金属弹丸中铸钢丸韧性好,成本较低,因此 应用较多。陶瓷弹丸是一种较新的喷丸介质,可用于 替代玻璃丸和部分替代铸钢丸。
弹丸种类的选择一般应遵循:
(1)黑色金属可用各种弹丸,有色金属及不锈钢零件建议选用非金属丸或不锈钢丸。
(2)对喷后表面粗糙度要求不高的零件可选择金属丸,反之则应选择陶瓷丸或玻璃丸。
(3)受喷材料硬度较高,应选择高硬度的弹丸。
弹丸的尺寸选择应遵循以下原则:
(1)对于零件狭缝和沟槽等非开放式受喷部位,弹 丸的尺寸应保证一定的通过性,如齿根R较小的的齿 轮,弹丸直径应小于R/2。
(2)对于喷丸前表面粗糙度值较大的零件,宜选择 较大尺寸的弹丸,反之则宜选择较小尺寸。
(3)对于喷丸后表面需要进行机械加工的零件喷 丸,弹丸宜选择较大尺寸。
3.2喷丸强度的选择
喷丸强度是喷丸介质冲击能量的度量值,喷丸强度通常使用ALMEN试片进行度量,零件喷丸强度的选 择应遵循以下原则:
(1)应保证喷丸变形能够满足设计的要求。
(2)在保证不产生损伤的前提下,提供足够的强化 效果。
(3)同样的材料喷丸强化,喷前零件的表面粗糙度 值越高,则喷丸强度应随之适当增大。
(4)对于喷丸前表面电镀或喷后表面进行机械加 工的零件喷丸,应选择较大的喷丸强度。
3.3喷丸覆盖率
受喷零件表面上弹丸坑占据的面积与受喷表面总 面积之比,通常以百分数表示,称为表面覆盖率。喷丸 覆盖率的选择应根据受喷零件的实际状态而定,一般 情况下对于室温服役的零件,喷丸覆盖率应达到 100%;而对于高温下服役的零件则应根据零件的服役 状态通过试验确定最佳喷丸覆盖率。
4喷丸强化效果的表征
4.1喷丸残余应力的表征
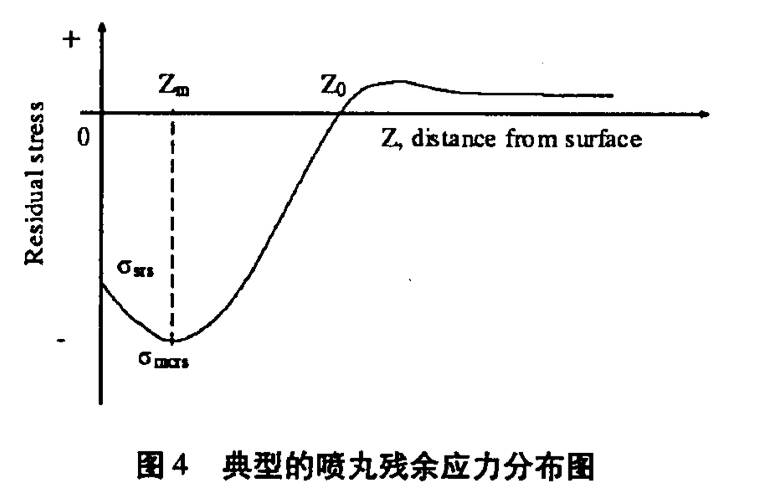
喷丸残余应力随着距表面深度的增加逐渐增大, 到达最大值后逐渐降低,在压应力层以下区域变为较 小的拉应力。喷丸后材料的残余应力随层深的分布曲 线如图4所示,lysrs为表面残余应力、o-mtrs为最大残 余压应力、Zm为最大残余压应力层深、Zo为残余应力总体层深。 喷丸残余应力的分布与材料强度以及喷丸强度有关,喷丸强度一定时,材料的强度越高,残余压应力层 深越小;材料一定时,喷丸强度越高,残余压应力层深越大,表面残余应力和最大残余压应力也相应提高。
喷丸残余应力的测量方法可以分为应力松驰法、应力敏感性测应力法和x射线衍射法三类。
应力松驰法属于机械测定法,其测量原理是对材 料进行局部分离或分割,除去一部分才材料,从而使残 余应力被局部释放,使原有的残余应力松驰,从而产生 弹性变形,然后可根据弹性变形量得大小来计算残余应力的数值。
应力敏感性测应力法是利用金属材料的某些对残余应力比较敏感的性能,如磁性、声波的传播速度和硬 度等,当材料内存在残余应力时,这些性能会有明显的 变化,测量这些性能的变化就可以推算出残余应力的 数值。
X射线衍射法属于物理测试法,无需对材料进行 分离或切割,可以直接通过测量材料的弹性求得残余 应力值。
4.2喷丸疲劳性能的表征
一般来说,材料的强度极限越高,外加应力水平越低,试样的寿命越高;反之,则疲劳寿命越低。表示这 种外加应力水平和标准试样疲劳寿命之间的关系曲线 称为中值S—N曲线,几种典型的S—N曲线如下图所示,图(5一a)为结构钢和钛合金的典型形式,图(5一b) 是有色金属和腐蚀疲劳的典型形式。
S—N曲线较为完整的反应不同载荷下的疲劳寿 命以及疲劳极限,但所需试样较多,试样量较大;而疲劳寿命对比的方法每组试样最少只需3支,通过对比喷丸强化试样的疲劳寿命增益即可表征喷丸强化效果的好坏。

使用疲劳性能检测应注意:
(1)疲劳试样的喷前表面状态应尽量模拟喷前实 际零件表面。
(2)疲劳试验应尽量模拟实际零件服役状态下的 受载情况。
5结论
喷丸是一个看似简单,但是却受多种因素影响的特殊过程,通过对喷丸强化机理,喷丸成型工艺的选择 以及喷丸强化效果检测的三个方面来详细介绍了喷丸 技术对于提高材料抗疲劳性能或抗应力腐蚀的显著效 果,进一步对于喷丸的特殊过程控制应该从那几个方面人手提供了一定的借鉴意义。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1749/
 微信联系咨询
微信联系咨询 