随着对型材 的表面处理 质量要求的不 断提 高 . 型材表面预处理的工序得到越来越广泛应用 用 于型材涂漆前的清理 .清理后的型材无锈蚀物 。 露出金属原色并且无灰尘 .但是该设备的除尘效 果一直不能令人满意.一是工作时不仅车间灰尘 飞扬 。工件清理后沾附灰尘很多。影响后面的喷 漆防锈效果 :二是喷漆小车轨道上的八块滑块每 天损坏 3块 4块 。不 能正常工作 。喷 漆工序 的小 车轨道变形严重:三是前、后密封室密封弹簧钢 板橡胶帘受热易变形 。弹丸从前、后两端密封室 1:3飞溅出来.影响工作的人员安全。通过多年来 的设计经验积累.将以上三种问题成功解决如下。
1 通风除尘的改进
通风 除尘的 改进有 以下两种 方式
(1) 加 大 除 尘 管 道 管 径
笔者通 过多次 观察分析 。结合 除尘通 风计算公式,先从设备的总通风量算起。经计算证明总风量及风压包括管道都无问题 .经过再次查找以及用烟气做实验发现 :吐出的烟雾在清理室体顶部很快就排出。而在清理室下部烟雾流动很慢,由此可知 :由于设 备尾部 设高压 风机 用于 吹去型材上的弹丸.同时产生的风携带大量灰尘吹向清 理室内 .而清理 室内的排风 El位 置在清理 室顶 部.在清理室上部排风的流速较快。排风口距离 被清理的型材大约有1.5米.在此距离内排风的 流速相对 明显变慢 。携带的灰尘不能及时排除 . 被高压风机吹来风吹向清理室的前部 。从进口排出 这就是 灰尘飞 扬的原 因 经检测清理室体顶部风速为0.4米/秒。下部为 0.18米 /秒,风速相差很大 。而设计风速为 0.l3 米/秒。
要解决这个 问题 .必须加 大此处 的风速 。而 加 大风量不 但要换 电机 风机等 .管道直 径还要 加大。成本较高。
经 研 究 , 笔 者 决 定 将 原 有 的 排 风 El径 缩 小 。使 0 .4 米 / 秒 的 风 速 降 低 . 在 清 理 室 体 的 下 部 增 加一 排风 口,用于下部风量的排出.新开排风口加 缩小的原排风13的截面积等于原排风31截面积. 这样电机风机等仍可使用 经过计算仅仅是风机 的风压 增加 了 30Pa,但是仍在允许范 围之 内。 不影响使用。原排风 口处的管道风速经计算虽稍 慢了些,但是仍在19米/秒(风速应在18米/ 秒 ~22 米 /秒 , 可 以 使 用 。
经过几年的使用 。事实证明改造效果很好 。 车间内部不再尘土飞扬,达到环保要求,工件清理所带来的灰尘也达到了下一步工序清理的要求。
(2)在密封室底部增加除尘风口
经观察发现,在尾吹风机工作时.高压风机在通过被清理工件的间隙吹到机器的底部 .而机 器的两个除尘口都在机器的顶部.底部没有除尘 口.所 以底部 的粉 尘就会 从底 部的前端 溢处 找 出原因后 .笔者在机器密封室底部增加了一个除 尘口。这样底部的粉尘就会被除尘器吸出。改进 后,机器的除尘效果有了很大的改观。经检测达到了环保标准。
2 喷漆小车车轮数量的改进
型材预处理线中设有喷漆机,喷漆枪安装在喷漆车上,由八块带轴承的滑块(前后两组,各四件)带动喷漆车在各长五米的上下两导轨上做高速往复运动,实现对清理后的型材喷漆。
由于喷漆车上的八块滑块每天损坏3块~4块,不能正常工作,导致产品迟迟不能验收,笔者对出现的现象进行逐点分析,发现在中间位置轴承的损坏频率最高,而且轴承损坏的现象很有规律,都是轴向将轴承拉错位而损坏,这一规律说明该位置肯定存在产生非正常轴向力的因素。而这个问题就在滑块和导轨两零件范围内,经分别检测,结果证明是上下两导轨出现相对变形,其变形量达三毫米, (后来查明该大型焊接工件未进行时效处理)造成滑块轴承轴向力过大,导致运行很短时间就将轴承内套轴向拉出。
另外由于各导轨横截面是圆形的,轮子与导轨接触后可围绕导轨旋转,就更提供了有利条件。最终,笔者提出撤掉2号、3号两块滑块,将剩余1号、4号滑块的轴承加大一个型号(加大轴承型号是为了确保承载力)。这样符合”两点成一线”的原理,也就是上述分析中提到的解决上下和旋转定位即可。由于撤消了中间的第2、第3点的两件滑块,原有的轴向力也就自然不起作用,那么整个导轨工件也就完全不需要修整了。
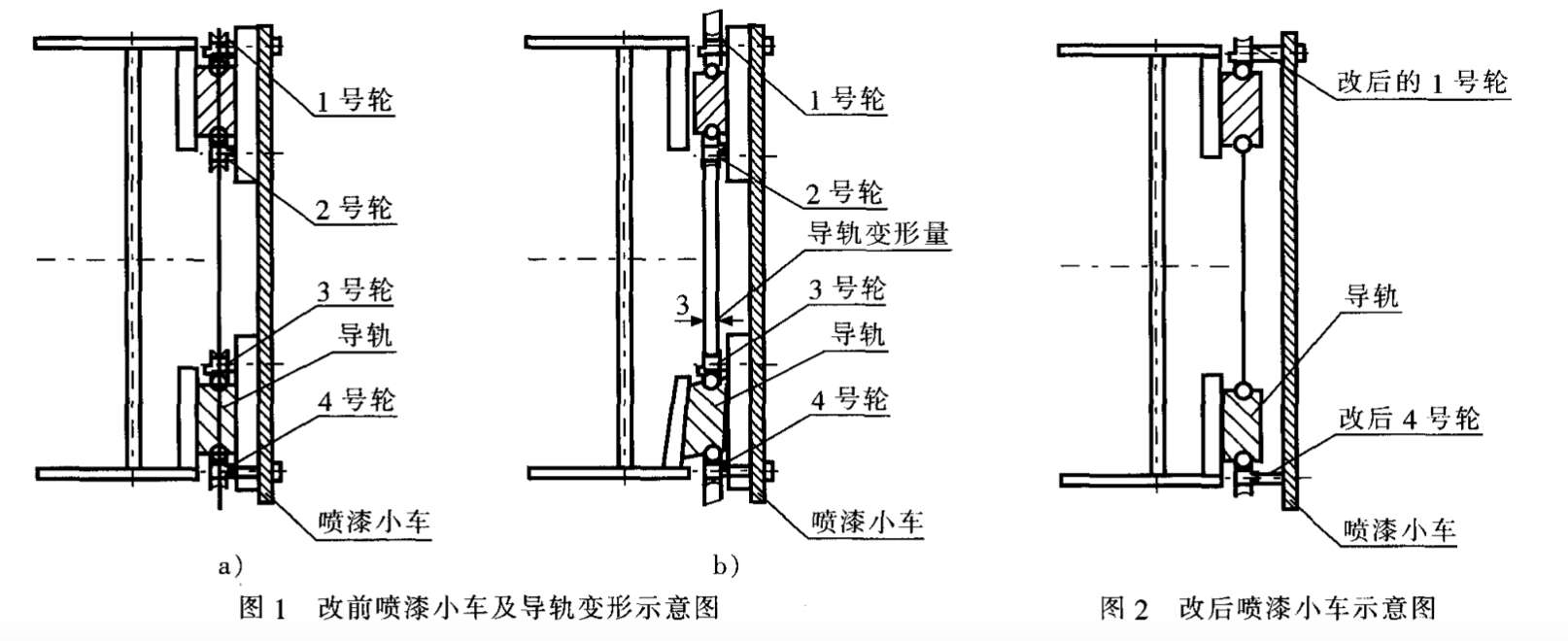

问题已经 出现 ,导轨由于结构问题不可能修 复,要更换费用太大,生产周期长, (全长五 米,重约300千克,还要六米龙门刨加工)为 了找 到 合 适 的解 决 办 法 ,笔 者 对 整 体 结 构 进 行 分 析,认为该结构属“过定位”。“过定位”就是 定位点数超过 了六点 ,出现多余的约束 ,那么 多余的定位点要么无用 .要么就起坏作用 .很 难达到恰到好处的程度 。本身就容易产生问题。 何况现 在又出现变形 。要解决导轨 变形这个 因 素 ,完全可以采用消除过定位的办法来解决。
按 图 1、 图 2 (仅 画 出 一 端 的 轮 子 ) 分 析 : 该结 构只需 限制上下 和围绕 1号轮 的旋转 两个定 位即可。那么1号轮就可解决上下定位、4号轮 就可解决围绕 1号轮的旋转定位 (考虑到运行中 的稳定性 ,4号支撑点采用轮式也是可 以的 ), 在此满足定位的情况下再加 2号轮、3号轮应该 说属多余的了.也就是过定位了。
经过一年多的使用.证明改造后的结构其精度、性能、寿命完全满足了使用要求 现在该结构设计已应用到其他产品中去该问题的改进为用户减少了损失 .也挽回了更换导轨产生的费用。
3 前 、后 密封室密封 帘材质 改进
前、后密封室弹丸的密封问题。尤其是清理大型、异型工件的通过式清理设备的进出口密封,多年来国内整个铸造机械行业基本都是采用由很多条组合材料组成的密封帘进行密封(见图3)。
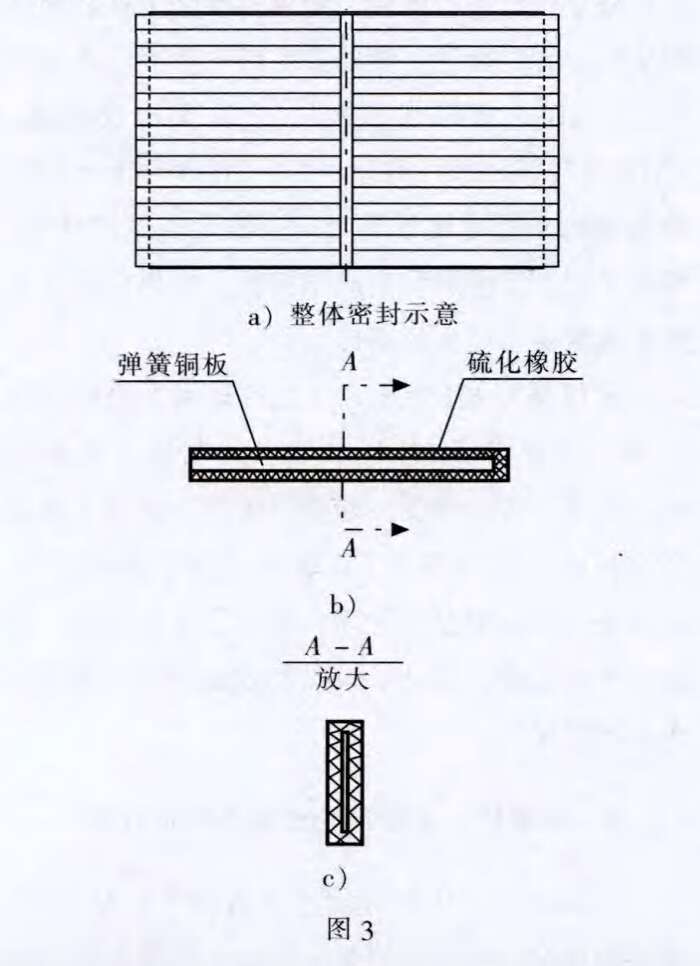
这种密封条是在弹簧型材条上外包硫化橡胶后形成,不但成本高自身重,易下垂,而且由于橡胶硫化中的加热,再加上使用中的频繁碰撞击打,所以使用时间不长,密封条很快就七歪八斜而且下垂,导致无法密封,高达73米秒的钢丸到处飞溅。对密封条的形状材质进行过多次研究,发现一种新型材料PC板(聚碳酸酯,耐力板),经过折弯、抛打试验各方面性能都较好,耐用不变形(见图4)。
该材料还可替代冷光源灯防护罩上的普通玻璃,具有透光性较好,解决了普通玻璃易碎的问题。现在已经在其他产品上得到采用。
我司生产通过式型材抛丸预处理线,案列多,产品质量可靠,欢迎了解。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1469/
 微信联系咨询
微信联系咨询 