连续通过式摆床抛丸清理机是单体缸盖铸件毛坯清理生产线中的关键设备。主要介绍了其构成、 结构特点 、工作 原理 、性能特点 ,并总结了其投产后 的使用效果 。


一、摆床抛丸清理机设备构成及主要结构特点
1.1 摆床抛丸清理机没备构成
摆床抛丸清理机主要由摆床体、进出件装置、丸砂回收分离供给补充系统,除尘系统,驱动装置、气控装置、电控系统、非标钢结构等组件.
1.2设备主要结构特点
(1)摆床及抛丸室(见图2)
多角形截面槽体有利于通过的铸件毛坯充分翻转,最大可能的使铸件的所有表面受到丸料的抛打,两端采用迷宫式密封,有效防止丸料向外飞溅。
内衬护板采用可更换的轧制Mnl3 板拼成,由简单的夹板固装在摆床体上,具有使用寿命长,便于安装、固定、调整、更换等特点。此外,内衬护板上有开孔,便于丸料回收。
摆床的外圆面装配两个圆型轨环,安装在四个耐磨塑料支撑滚轮上,在前端的下侧固定耐磨塑料托轮组,以防止倾斜摆床沿轴向移动,结构简单、支撑可靠。
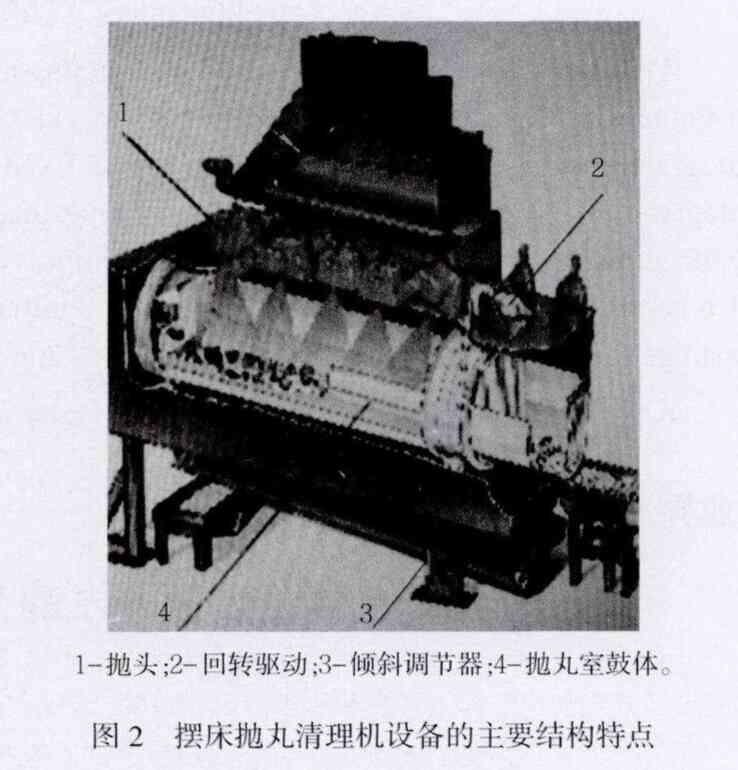
(2)抛丸器(见图2)
抛丸器采用悬臂离心式结构,具有抛射速度高、抛射量大的特点,能够显著提高抛丸效率。经过计算机的三位动态模拟设计,抛丸器布置在室体的顶部,顺序排列,铸件通过抛射区后,可以达到抛丸器最大的效率。
(3)驱动、倾斜装置(见图2)
床体 的摇 摆动作 由等扭矩 、可连续变频调速 、 冲击小 的减速电机驱动 ,动力 的传输采用安装在床 体圆周上的滚子链条完成。床体 的前端有两个升降 丝杠,由减速电机驱动,可实现倾斜角度调整,方便易行。
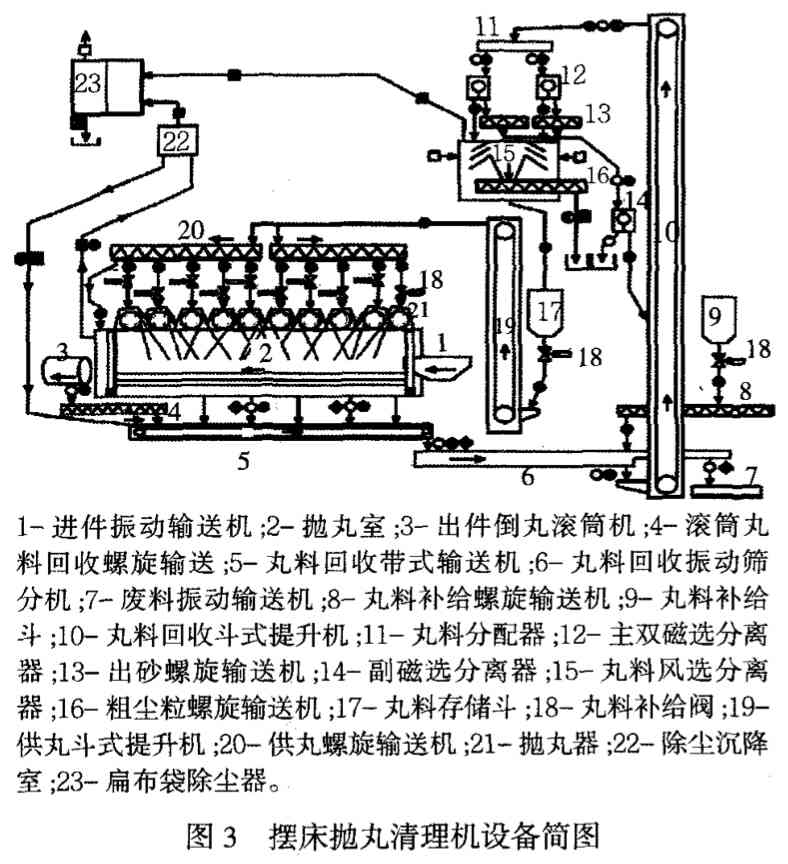
(4)丸料循环系统 (见 图 3)
抛丸器 的供丸闸门为气控阀控制 ,与其配套的 电动推杆用 于丸量的调整 。螺旋输送机、皮带输送 机 、振 动输 送筛分机 、斗式提 升机等组成丸料 回收 系统 ,收集抛丸后产生的丸料混合物。分离系统 由 主双磁选分离器和副磁选分离器组成。分离系统将 丸料混合物 中的合格弹丸分离出回用。丸料补给装 置将新 的丸料补充消耗掉的丸料 ,这就保证 了供丸 系统中有足够的丸料量 ,补充信号是 由料斗料位计传送来的。
(5)进件与出件
纵向进件振动输送机为通过式摆床供件,其安装在 弹簧上 ,由免维护振 动电机驱动 ,内衬采用轧 制 M nl3 钢 板 、低 噪 音 设 计 。 出 件 是 通 过 旋 转 倒 丸 滚 筒 ,内 衬 采 用 轧 制 M n l3 钢 板 制 作 ,开 孔 并 焊 有 板 条用来漏丸和翻转工件 ,滚筒 的旋转速度根据工件 的外形 、倒丸的难易和产量由变频器调节 。
(6)其它
周边增设 隔音罩 ,降低设备对周边环境的噪音 影 响。除尘器采用高压气脉冲布袋式 、沉降室与过滤室集成技术 ,过滤效 率高 、占地面积少 ,系统 中尘 粒经过多次沉降 ,延长了除尘布袋 的使用寿命。电 控系统采用西门子彩色触摸屏、PLC输入,编程采 用 FUP,用 户 界 面 采 用 W inCC Flexible设 计 ,装 备 调 制 解 调 器 和 Ts 适 配 器 以 便 于 今 后 的 远 程 维 护 。
2 设备的工作原理及性能特点
2.1 设 备 的 工 作 原 理
冷却后 的单体缸盖毛坯经机械化输送 ,连续加入本设备 的纵向进件振动输送机 ,为通过式摆床供 件。毛坯铸件连续进入摆床内 ,并在摆床的推动下 边 翻转边向前输送 ,同时安装在摆床顶部 的抛丸器 抛出高速弹丸抛打在工件表面。最后清理完好的毛 坯铸 件经设 备尾部及 出料滚筒倒 丸后输 出到后续设备。
抛出的弹丸 、工件上 的落砂及碎铁渣等经回收系统收集过筛后 ,由提升机提升到带风选双磁选分 离器 中进行分离 ,清洁后 的弹丸再分配给抛丸器循 环使用。输送机 、抛丸室及分离器等处产生的含尘 空气经扁布袋除尘器过滤处理 ,净化后的空气排人 大气中。
2.2 设备性能特点
(1)清 理 工 艺 先 进
抛丸清理是现今最先进的铸件表面清理工艺, 其原理是利用抛 丸器抛 出的高速 弹丸清理或强化 铸件表 面,同时还能对铸件进行部分落砂和除芯 , 它不仅能清除铸件表面氧化皮和粘砂 ,同时也 是铸 件后续处理及质量检查前不可缺少 的准备工序 ,也 是发现铸件表面缺陷的必不可少的工艺手段。
(2)便于调整 ,适时满足造型线生产节拍要求
单体 缸盖铸件毛坯利用全 自动静压造型线大 规 模 生 产 ,最 大 生 产 率 800 件 /h,铸 件 毛 坯 品 种 改 变会引起造型线生产率的改变 ,要求该设备的表面 处理能力也相应变化 。
根据进料振动输送机上 的控制 门检查铸件毛 坯 的通过 量 ,调整该设备抛丸室体 的倾斜角度 、摆 动频率及摆动范 围和抛丸器 的抛 丸量可 以设置多 种运行模式 以供选择 ,适时满足造型线的生产率 , 确保整个抛丸区域毛坯均布和合适的抛丸量。
(3)符合清理线的设计要求
单体缸盖铸件毛坯从造型线落砂机捅箱落砂 出来后 ,经机械化输送 和冷却、浇注系统及出气针 清除后 ,直接连续进入该设 备 ,经该设备抛丸表面 清理后 自动输送 出,期间铸件不落地 、不增加其它 转运过程 。
(4)满 足 铸 件 毛 坯 表 面 清 理 要 求
我 公 司 W D 、W P、226B 等 系 列 内 燃 机 配 置 的 单 体 缸 盖 铸 件 毛 坯 对 角 线 最 大 尺 寸 298 mm,单 件 带 砂 及 浇 冒 口 余 根 质 量 28 kg。
该设备允许铸件 毛坯最大对角线尺寸 850 m m ,最 大 通 过 量 25t/h ,铸 件 最 大 单 件 质 量 150 kg,确保铸件毛坯表面粘砂及氧化皮的抛丸质量。
(5)耐 磨 件 使 用 寿 命 长
与铸件毛坯接触 的设备面充分考虑了抗耐磨 、 抗冲击、无焊缝组装等合理化设计,皆采用轧制高 锰钢材料制作内衬,且抛丸区无运动部件。
3 使用效果
(1)铸 件 毛 坯 表 面 清 理 过 程 中 翻 滚 轻 柔 ,无 机 械损伤 ,且翻滚彻底 、均布 ,抛 丸连续 、无死角 ,表面清 理效率高 、质量好 ;
(2)全 自动化运行 ,操作工仅需选择运行模式、 定 时巡 视运行状态 、进行维护保 养 ,员工 的劳动强度很 低 ;
(3)适时选择最合适的运行模式,避免抛丸器(总 功 率 450 kW )一 直 满 负 荷 运 行 ,相 对 降 低 了 生 产 成本及功率消耗 ,设备运行至今安全可靠 ,开动率大 于 98% ;
(4)设 备 周 边 无 颗 粒 飞 溅 、空 气 质 量 达 标 ,距 离设 备 2.5 m 外 的 噪 音 小 于 85 dB (A ),对 车 间 工 作 环 境的影响很小;
(5)室体内衬使用寿命大于 180h,且外表美 观 、便 于 调 整 与 检 修 。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1375/
 微信联系咨询
微信联系咨询 