江苏喷丸覆盖率设备和技术服务商,覆盖率检测检测方法,覆盖率检测仪和覆盖率检测荧光笔、荧光剂供应商,了解如何根据覆盖率和喷丸时间图确定完全覆盖喷丸次数,我们提供覆盖率设备和技术培训服务。
喷丸覆盖率:
我们在对工件进行喷丸强化时,除了要求喷丸在工件表面可以压出凹坑,让工件产生塑性形变,从而增加残余压应力外,我们还要求喷丸要对工件表面完成均匀的覆盖,理想覆盖率为100%(事实上我们通过重复喷丸,并考虑经济性,基本可以达到98%-99.9%以上,可视为100%覆盖,现实中当覆盖率达到98%以上就不好测定了,所以在初次喷丸覆盖率达到98%后,我们会根据初次98%覆盖率喷丸时间,加倍喷丸时间,以此达到理想覆盖率),达到理想的覆盖率后,我们就可以在金属工件的表面形成均匀压坑和压应力层,才真正在工件表面实现喷丸强化。
喷丸覆盖率检测的意义:
由于喷丸强化,对工件喷丸覆盖率有必须的覆盖率要求,而我们通过肉眼无法准确判断出覆盖率,所以我们必须通过专业的覆盖率仪器,对工件表面进行覆盖率的检测,覆盖率检测的意义在于两点,其一,获取覆盖率和时间关系,计算喷丸实际所需要的时间;其二,在喷丸结束后确认喷丸效果,以采取进一步措施。
喷丸覆盖率检测标准:
目前使用比较多的即SAE覆盖率检测标准,SAE J442 喷丸强化试片,夹具,及测量仪
SAE J443 喷丸强化试片使用标准的步骤
工件和试片的覆盖率对比:
工件达到完全覆盖所需要的喷丸时间,可能和SAEJ443中所提到的阿尔门试片的强度、饱和时间不同。这是因为工件的外形,硬度和屈服应力强度与阿尔门试片不同。在其他客观因素不变的情况下,表面硬度软(屈服应力小)的工件比硬(屈服应力大)一些的达到完全覆盖所需时间更为短些。因为屈服应力小的工件,在相同喷丸强度下,形成的凹坑更大,表面压应力波及面大。
覆盖率和喷丸暴露时间的关系:
喷丸弹丸流的覆盖率和喷丸时间之间存在明确及定量的关系。其之间关系可以用以下公式来具体说明:
Cn=1-(1-C1)n
这里:
C1= 一次循环覆盖率(小数)
Cn = n次循环覆盖率(小数)
N=循环次数
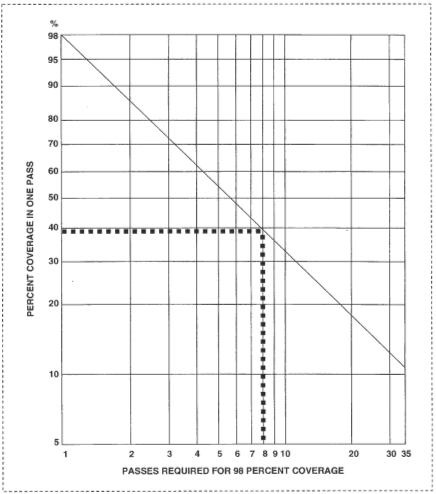
此等式表明,把覆盖率达到100%作为一个设定。而覆盖率达到98%以上是很难精确测定的。由于覆盖率达到100%是一个设定,并且精确测量可接近98%(含98%),因此可以选取任意98%的覆盖率来代表完全覆盖。如果超过这个数值,覆盖率可表示为达到98%的覆盖率所需的曝光时间的倍数。例如1.5的覆盖率则代表此样品曝光时间为覆盖率达到98%时所需曝光时间的1.5倍。图1所显示的为张图表描绘了合适的曝光时间范围。
覆盖率和喷丸时间之间的关系:
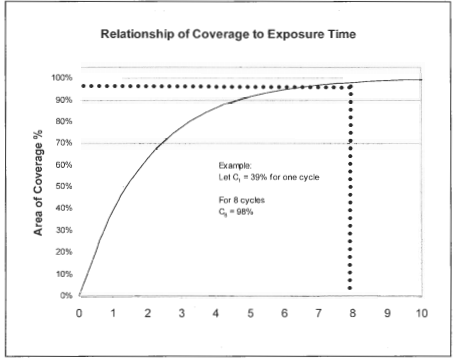


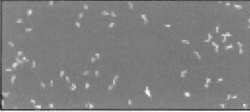
图2-覆盖率示例
达到98%的覆盖率(完全覆盖)的次数要求预测:
经过一次喷丸测得覆盖率,可由此预测出覆盖率达到98%(完全覆盖)将要进行的总次数。根据喷丸覆盖率和喷丸时间(次数)关系计算。例如,一次喷丸,覆盖率达到80%,那么经过连续三次喷丸,覆盖率至少能达到100%,一次喷丸覆盖率为60%,要经过连续五次喷丸,若果一次喷丸覆盖率为39%,将要连续进行8次喷丸。
覆盖率的检测方法:
覆盖率的检测必须在经喷丸表面的代表区域进行取样操作。这些区域包含了难以达到的凹形槽和阴影区域。根据喷丸标准对喷丸工件进行取样。覆盖率的测定可使用以下任何一种或者几种或和使用方法。
一、目测:
使用10-30倍甚至50倍的放大镜对工件喷丸表面进行目测。如果使用10-30倍的放大镜进行目测仍然不能准确观察,可使用以下推荐的其中一种可替代方法进行观察检测。
二、荧光剂跟踪法:
工件在喷丸强化之前,将这些跟踪剂涂到工件表面上,对工件喷丸表面完全覆盖,在喷丸之后再目测,被移除涂层的总量和工件表面比即为覆盖率。
- 根据制造商的作业标准操作,喷丸之前对工件或者样品的代表区域进行涂层。在喷丸之后,用10-30倍的放大镜对喷丸的表面进行观察,确认所要求覆盖率的要求。然后在阴暗的区域使用紫外线灯对相同的表面的进行观察,测出被清除的跟踪涂层量。
- 根据将喷丸工件上被清除的涂层的总量和样品表面被清除的涂层进行对比。使用10-30倍的放大镜目测,如果工件比样品呈现出更多的残余荧光剂,即为喷丸未充分覆盖。
- 但我们必须要注意的一点是跟踪剂完全清除可能不能完全代表目测的覆盖率。
三、油墨标记法:
油墨标记法的使用方法和荧光跟踪剂测量方法是一样的。
四、复制法
对轰击喷丸强化之后,复制其表面测量覆盖率。
覆盖率试样:
覆盖率试样是指定金属样品,将其热处理加工达到特定硬度,其硬度和用于展示覆盖率的喷丸工件相似。当覆盖率试样的喷丸凹痕非常小的时候,就不容易观察得到,例如在高硬度的工件上使用低强度喷丸作业。在喷丸之前颗粒或砂被引入到试样表面来促进之后的覆盖率观察。需注意的是核实该试样覆盖率和工件覆盖率的对比。必须要考虑到加工硬化率对覆盖率的影响。加工硬化率是由冶金学特性决定的,如:晶体结构,相数。例如,奥氏体钢比铁素体钢更快加工硬化。试样的检测时间必须受到最小达到理论100%覆盖率喷丸时间的限制。这个不能代替部件覆盖率的检测。
喷丸覆盖率检测的发展:
目前喷丸覆盖率研究的的主要目的,还是为了确认喷丸达到完全覆盖的喷丸工艺次数,为喷丸强化加工提供作业参数支持,同时确认喷丸工件的喷丸覆盖情况;
基于目前手持式自动喷丸覆盖率检测仪,存检测区域小,无法进行复杂工件喷丸表面覆盖率检测,而其他包括荧光检测法,检测手段过于复杂的问题,我们急需向着检测面积大、表面复杂、操作简便的方向发展。
喷抛丸设备、喷丸强化技术服务,182 0189 8806 文章链接:http://www.shot-peening.cn/1078/
 微信联系咨询
微信联系咨询 